13 years one-stop China custom CNC machining parts factory


















China custom CNC machining parts factory with small batch rapid prototyping
VMT is located in shenzhen, china, with 13 years experience to manufacture China customized CNC machining metal parts and assembly. We are certificated by ISO9001 and 16949, also get 11 patents.
Our business has grown to now cover 62 countries worldwide. We strictly control the quality from the initial engineering review DFM, pre-production, IQC, first article, in-process to final inspection to ensure the quality.
To achieve zero defect, we utilize automatic inspection machines, 2D and 3D projector to check dimension and surface. Our machines include high speed CNC lathes, Automatic Lathes, CNC milling, Drilling, tapping, grinding, Welding machine, Tube bending machine. And working with a wide range of materials including steel, aluminum, stainless steel, copper, bronze, brass and aircraft alloys.
To offer competitive price, VMT combine diverse processes for various designs, such as CNC Machining, stamping, forged, extrusion, castings, bending, welding etc. Our commitment is to produce quality product on time with friendly customer service to increase our business with your company. The products include different fields such as Medical, Automotive Plumbing and Performance Parts, Agriculture, Electronics, Electron , Hardware, Audio and Video, Control Systems, Oil & gas industrial, Energy, Lighting, Pressure & Filtration Systems, Heating and Cooling systems.
Our product library currently totals 7692 non-standard parts. We welcome your visit and look forward to your manufacturing opportunities.




300 Units CNC Machining

45 Units CNC Turning

50 Units Automatic lathe

120 People Team

Quality Inspection Team,12 Quality inspection process yield rate reaches 98%

3D CMM Measuring Instrument

Foreign trade office,24 hours online quotation
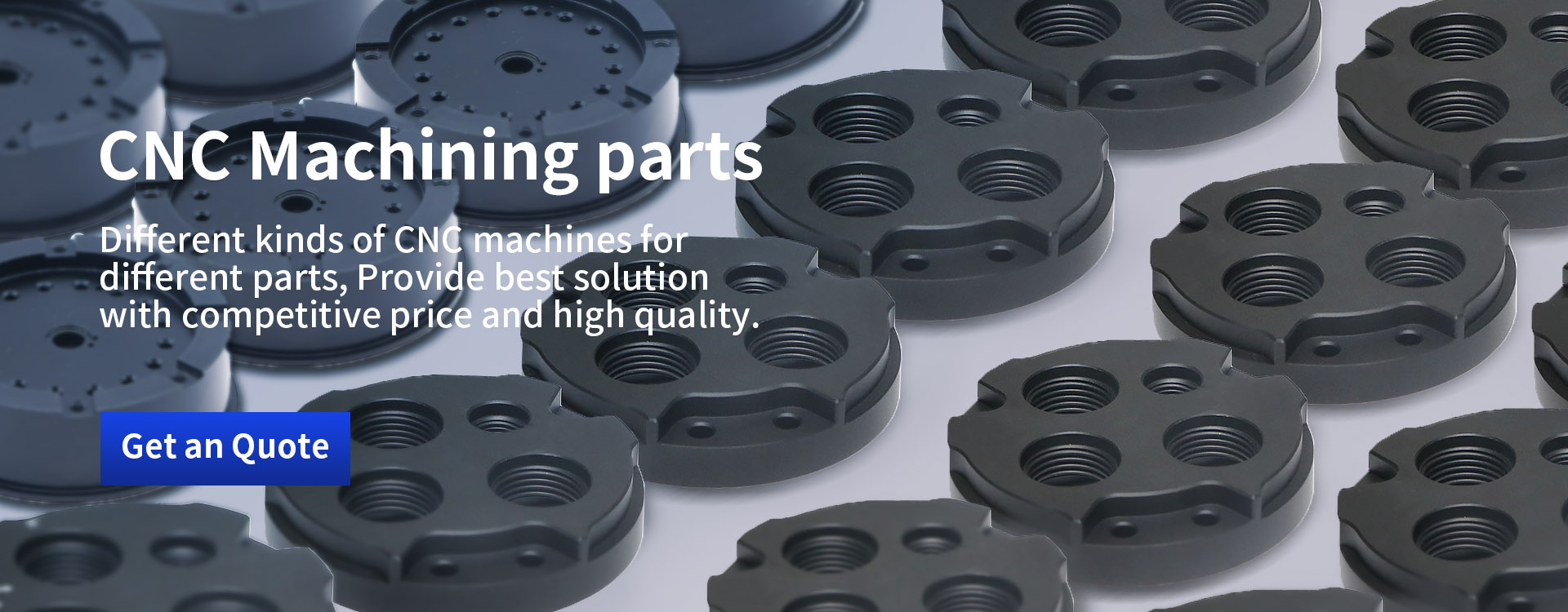
China custom CNC machining parts factory with small batch rapid prototyping
300 CNC machining machines with a monthly output of 1 million pieces more than 40 kinds of metal materials and 15 kinds of surface treatment appearance are carried out according to Apple appearance standards. Various processes combined with CNC machining free evaluation DFM analysis quality control.
read more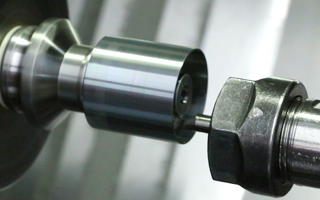
Swiss CNC machining services with a monthly output of 300000 pieces free drawing review optimization quotation and DFM within 4 hours. Automatic lathes: 50 sets CNC lathes: 45 sets Turning and milling combination: 15 Citizen Swiss-style automatic lathes: 10 Various types of lathes provide you with CNC turning parts manufacturers in China.
read more
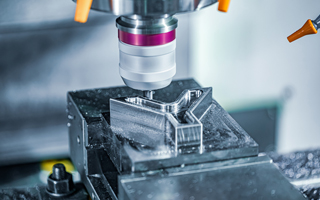
The five-axis CNC machining center can complete all the China custom CNC machining parts procedures of the workpiece in one clamping and meet all the processing requirements from rough machining to precision CNC machining. It is not only suitable for small batch CNC machining but also suitable for mass production reducing processing time and production cost increasing CNC turning Milling service manufacturer production capacity and machining cost.
read more
Good surface treatment increase the value to the customer's brand. In order to provide lower costs many parts combine extrusion and China custom cnc machining parts forging and CNC machining low pressure casting and CNC machining. It saves cost and time also fast delivery.
read moreDo you know how we process different products?
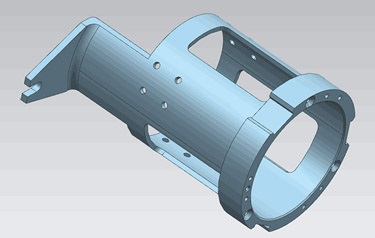
Because the batch is only 300 sets, the customer wants to use CNC machining to produce it like a prototype. We found that many curved surfaces on the arrow should be completed in 3D during the review stage. After our Engineer was reviewed with DMF, we recommended that the customer analyze the cost of this project.
Our engineers conduct a process review according to the customer's drawings. During the review, it is found that it is an irregular eccentric shaped part. According to the traditional processing method, it can only be produced by a 5-axis machine, and the material that needs to be purchased must be twice the outer diameter of the parts. The processing area is large, the time is long, and materials are wasted.
The customer of Industrial Controller found 5 CNC milling suppliers for quotations. Because the quantity is only 1,000 pieces, the quotations of other suppliers are higher than the customer's cost budget.In the end, customers find us, and our company insists that there is no difference between big and small customers. After the engineer analyzed the product structure, it was determined that the extrusion + CNC machining met the customer's requirements, and the cost was reduced, and the quality was also recognized by the customer.
13 years one-stop custom China CNC machining parts manufacturer factory

High Precision 3、4、 5 Axis Machining Turning Aluminum Stainless Steel Custom CNC Machine Milling Parts
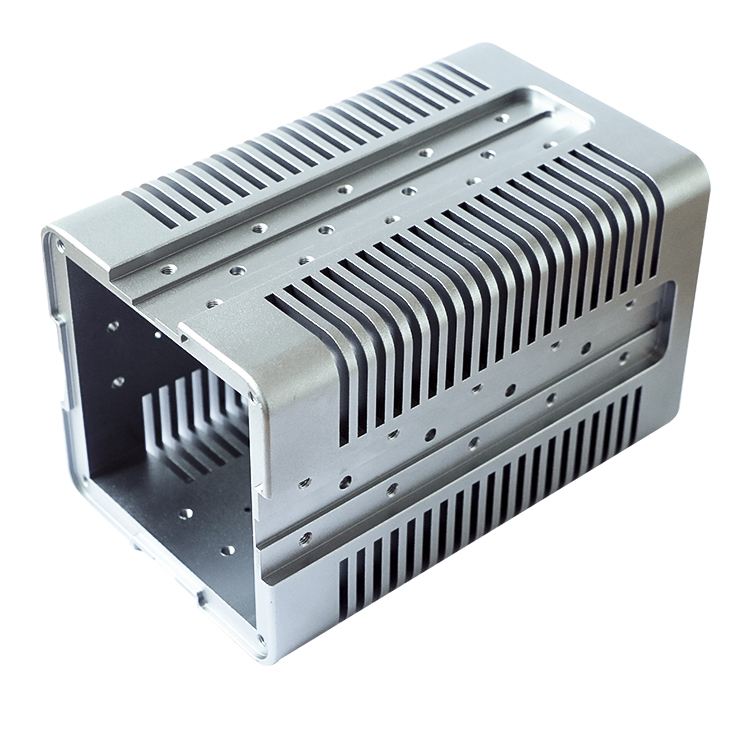
OEM China Custom Cheapest Electronic Precision CNC Machining Stainless Steel Radiator Manufacturers

Hot Selling Customized Anodzing Parts CNC Lathe Turning Milling Aluminium CNC Machining Service

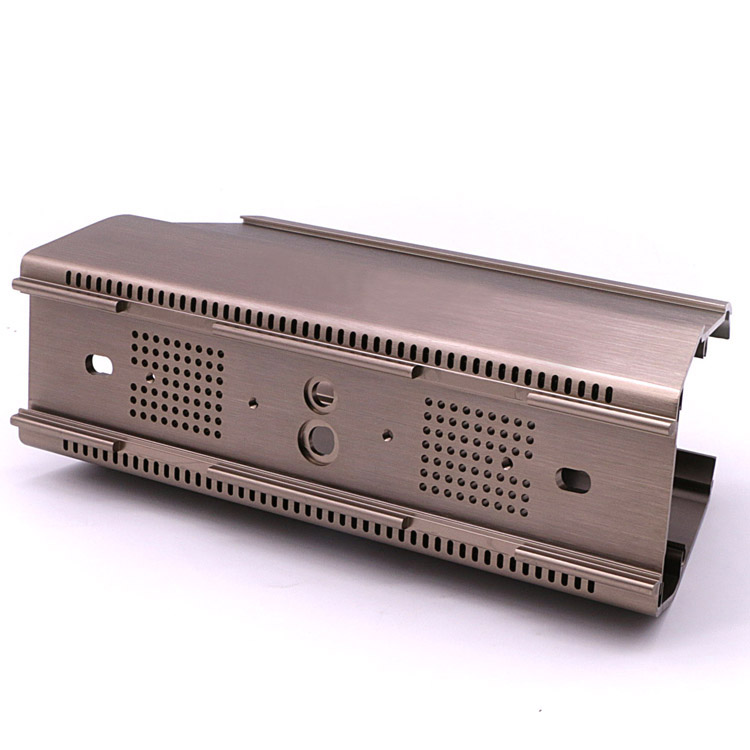
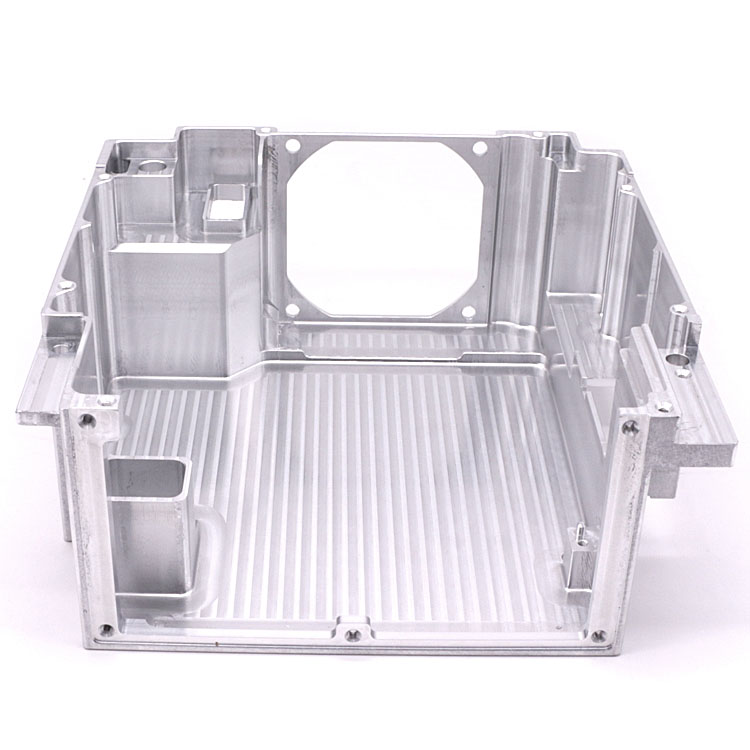
Factory Custom CNC Machining Manufacturing Consumer Electronics Aluminum Case

DIY Metal Anodized Keyboard Board Aluminum Stainless Steel Titanium Custom CNC Machining Mechanical Keyboard Case

China Custom CNC Machining POM Nylon Plastic Parts Factory
OEM Custom CNC Aluminum Profile Metal Aluminum Mechanical Machinery Precision Milled Parts

Factory Customized Cnc Milling High Quality Metal Aluminum Brackets

Custom 7075 6063 5052 Oxidized CNC Aluminum Machining Parts

China Custom Polished 304 Stainless Steel Machining Parts

China Manufacturer Custom Brass Precision Turned Components

Custom CNC Milling Machining Precision Machining Parts Aluminum Flashlight Housing

Custom Design CNC machined aluminum Herb Weed Grinder
OEM cheap precision machinery CNC parts customized aluminum CNC machining service Machining process Contens Description Standard Materia Aluminum AL 6061-T6, 6063, 7075-T 2014
13 years one-stop custom China CNC machining parts manufacturer factory


We have professional equipment and team. We have accumulated 6582 models for customers and cumulative production models: 9628 models. Our business has spread to 62 countries.such as medical automotive plumbing and performance partsagriculture electronics electron hardware video and audio control systems oil & gas industrial energy lighting pressure & filtration systems cooling and heating system.


We will complete different processing designs based on customers' processing needs and combine different processing techniques to give customers the best solutions such as CNC machining turning milling stamping forging extrusion casting bending welding etc.


As long as we can do it you only need to provide your project drawings and samples and we can customize and manufacture for you.


Customized processing can be obtained within 1 day to obtain prototypes and small batch production parts to provide customers with high-quality and low-cost cnc machined products.
13 Years One-Stop China Custom CNC Machining Parts Manufacturer Factory
Every customer's evaluation is our goal of continuous improvement

VMT provides us with accurate drawings and designs. The parts received are the same as the drawings without the problem of tolerances and surface treatment. The sales are very patient and give very professional suggestions and opinions. We will order again.

We are very happy with the CNC machined parts we received. In the early days the structure of our CNC machining parts was too complicated and many CNC machining factories could not process it so we were very dissatisfied. Try to cooperate with VMT entrust the demand provide us with DFM analysis understand the function of CNC machining parts disassemble the process optimize the structure save us 50% of the cost and ensure the product quality.

I am very happy to cooperate with VMT. high-quality products competitive prices and excellent professional services. This CNC machining part of mine was in the previous CNC machining factory and the delivery time has not met our needs. After cooperating with VMT if there is something wrong with some parts VMT can fix it at any time so that the products can be delivered on time.
Share our China custom CNC machining process

There are many small batches of prototype machining methods, such as CNC machining, simple molds made of silicone, and 3D printing. Look at the needs of customers. For CNC small batch prototype machining, we must first choose a suitable CNC prototype machining factory. There are many professional CNC machining factories in China, but they are not the same in scale. So in the face of many CNC prototyping factories, how do we choose?
read more
As a global China CNC machining parts manufacturer industry, China occupies an important position in this industry. In China, from rapid prototyping, to small batch manufacturing of CNC parts, to the production and surface treatment of batch processed parts, a scale has been formed. China's CNC machining parts have the core advantages of fast delivery, high quality and low price in terms of materials, technology, machinery, processing, etc., so they have attracted buyers from all over the world. This article summarizes how to choose a supplier suitable for domestic CNC machining parts.
read more
After sandblasting and oxidation of aluminum machining processing parts, trachoma and holes will appear on the surface, which will seriously affect the surface texture of the product. This is a frequent problem in the industry, which has a great impact on customers, and also seriously affects customers' brands and delivery dates!
read moreEach certificate is a prerequisite and guarantee for our China custom CNC machining parts










 +86 15099911516
+86 15099911516