16 years one-stop China custom CNC machining parts factory

Hey there I’m VMT Sam!
With 25 years of CNC machining experience we are committed to helping clients overcome 10000 complex part-processing challenges all to contribute to a better life through intelligent manufacturing. Contact us now
 247 |
Published by VMT at Feb 15 2026 | Reading Time:About 2 minutes
247 |
Published by VMT at Feb 15 2026 | Reading Time:About 2 minutes





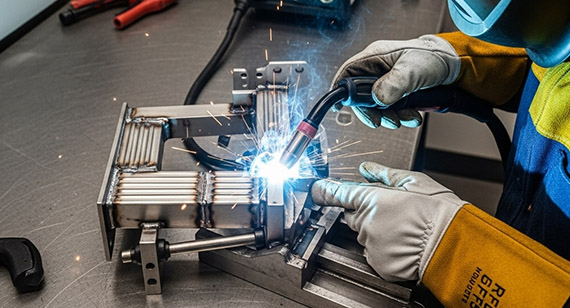
Shielded Metal Arc Welding (SMAW), widely known as stick welding, is the workhorse of the welding industry. While the technology traces its roots back to 1888 and the inventions of Nikolay Gavrilovich Slavyanov, it remains one of the most vital joining processes in modern construction, shipbuilding, and heavy fabrication.
But what exactly is SMAW welding meaning, suitable materials and notable tips, and how does it compare to other common welding processes like GMAW or SAW? In this guide, we break down the SMAW welding process, the equipment required, and how CNC machining plays the role in preparing for high-strength welds.

SMAW stands for Shielded Metal Arc Welding. It is a manual arc welding process that uses a consumable electrode coated in flux to lay the weld.
Unlike TIG or MIG welding, which require external gas cylinders, SMAW is self-shielding. As the electrode burns, the flux coating disintegrates, creating a gaseous shield that protects the molten metal from atmospheric contamination (oxygen and nitrogen). This makes it the preferred method for outdoor work where wind might blow away shielding gas.
SMAW Essential Equipment
One of the biggest advantages of SMAW (stick welding) is the simplicity of the setup. Unlike other processes that require bulky gas tanks and complex wire feeders, a SMAW welder only needs a few rugged components to operate in the most demanding environments.
The heart of the operation is the Power Source, which is a Constant Current (CC) machine. This machine can deliver either Alternating Current (AC) or Direct Current (DC), maintaining a steady amperage even if the welder’s hand moves slightly, changing the arc length.
Connected to the power source is the Electrode Holder, commonly referred to in the field as the "stinger." This is an insulated handle that grips the consumable rod and conducts the electricity. To complete the circuit, a Ground Clamp is attached directly to the workpiece or the welding table. Without this solid connection, the electrical loop is broken, and the arc cannot be sustained.
Finally, the Consumable Electrodes (the "sticks") act as the filler metal, while Personal Protective Equipment (PPE) ensures the operator's safety. Professional welding requires a specialized helmet with an auto-darkening lens to protect against UV radiation, flame-resistant clothing, and heavy-duty SMAW welding gloves designed to withstand the intense heat and molten spatter characteristic of the process.
SMAW Electrode types
The performance of the SMAW welding process is largely determined by the coating of the electrode. Choosing the right "stick" is critical for the structural integrity of the joint. There are three primary categories of electrodes based on their flux composition:
Cellulosic Electrodes
These electrodes (such as the E6010) are known for their deep-penetrating arc and "aggressive" digging action. Because the flux contains high levels of cellulose, they produce a thin, easily removable slag and a significant amount of smoke. They are the preferred choice for welding through rust, oil, or paint, and are widely used for the "root pass" in pipeline welding where deep penetration is mandatory.
Commonly used for general fabrication (such as the E6013), rutile electrodes contain high amounts of titanium dioxide. They are favored for their ease of use, offering a very stable arc, low spatter, and a smooth, aesthetically pleasing weld bead. The slag is often "self-peeling," meaning it pops off on its own as the weld cools. These are ideal for beginner welders or projects where appearance is a priority.
Basic electrodes (such as the E7018) are the gold standard for high-strength structural welding. They produce a weld with exceptional ductility and resistance to cracking, making them essential for bridges, skyscrapers, and pressure vessels. However, these electrodes are moisture-sensitive. To prevent "hydrogen-induced cracking," they must be stored in a specialized electrode oven to keep the flux coating completely dry before using.

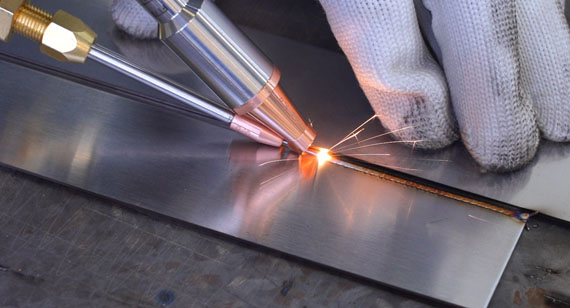
The process follows a precise sequence of events:
Arc Initiation
The process begins when the welder "strikes" the electrode against the base metal, much like striking a match. This physical contact completes the electrical circuit, and as the welder pulls the electrode slightly back, a bridge of plasma—the electric arc—is formed.
Intense Melting and Fusion
The arc generates staggering temperatures, often reaching between 9,000°F and 10,000°F. This concentrated heat instantly melts the tip of the consumable electrode and the surface of the base metal simultaneously, creating a molten "weld pool" where the two materials fuse into a single piece.
Gaseous Shielding
As the heat consumes the electrode, the chemical flux coating disintegrates. This reaction releases a cloud of shielding gas that surrounds the weld pool. This gas acts as an invisible shield, preventing oxygen, nitrogen, and hydrogen in the atmosphere from contaminating the liquid metal, which would otherwise cause porosity and weaken the joint.
Slag Formation and Cooling
Simultaneously, the melted flux forms a liquid layer of slag that floats to the surface of the weld bead. This slag serves two purposes: it protects the cooling metal from oxidation and acts as an insulating blanket to slow down the cooling rate, which helps prevent the metal from becoming brittle. Once the weld is solid and cool, the welder uses a chipping hammer to remove the hardened slag, revealing the final, high-strength weld underneath.
SMAW Welding Tips for Beginners
If you are new to the SMAW welding process, keep these tips in mind:
Advantages of the SMAW
One of the most significant benefits of SMAW is the lack of a required external shielding gas. Because the "gas" is generated by the electrode's own flux, there are no heavy cylinders to transport. This makes the equipment lightweight and highly portable.
Unlike MIG (GMAW) or TIG (GTAW) welding, which are highly sensitive to wind that can blow away the shielding gas, SMAW doesn't have this flawless because its gaseous shield created by the burning flux is concentrated and robust. This makes it goof for outdoor construction, pipeline repair, and maritime maintenance.
SMAW is highly adaptable when it comes to the condition of the base metal. While other processes require pristine, polished surfaces, SMAW electrodes (particularly cellulosic types) can burn through rust, scale, oil, and paint.
You can use SMAW in any orientation—flat, horizontal, vertical-up, or overhead. It is turely versatile for structural steelwork for any workpiece position.
Compared to pulsed MIG machines or high-frequency TIG units, SMAW power sources or other essential equipment are affordable and durable. There are fewer moving parts and no complicated wire-feed mechanisms, leading to lower maintenance costs over the life of the machine.
Limitations of SMAW
The primary drawback of stick welding is its discontinuous nature. Because the electrode is consumed, the welder must stop frequently to replace the "stub" with a new rod.
Every SMAW weld produces a layer of hardened slag. This must be chipped and brushed away after every pass. If the slag is not completely removed, it can become trapped in the next layer, leading to "slag inclusions".
You must maintain a consistent, microscopic arc gap while the electrode is simultaneously melting away and getting shorter. Controlling the molten puddle while managing this changing rod length rely on the practice or experiences.
SMAW is generally not suitable for materials thinner than 1/16 of an inch (1.5mm) due to the high risk of "burn-through." Furthermore, it is not an effective process for reactive metals or those with high thermal conductivity.
SMAW is good for ferrous metals like steel alloy and iron cast; materials like aluminum alloy, titanium and zirconium are not suited by using SMAW welding. The following details the compatibility of the base metal with SMAW:
This is the most common application for SMAW. It is used extensively for structural beams, plates (grades like Q235, A36), and heavy-duty machinery. Carbon steel is highly compatible with nearly all SMAW electrode types, offering excellent fusion and strength.
Low-Alloy Steels
SMAW is frequently used for high-tensile and low-alloy steels (like 4140 or chromoly) in pressure vessels and piping. These applications require specialized low-hydrogen electrodes (such as E8018 or E9018) to prevent cold cracking in the heat-affected zone.
Stick welding is highly effective for stainless steel in heavy industrial settings, such as chemical processing plants. By using electrodes like E308L, E309L, or E316L, welders can join thick stainless plates. While TIG is preferred for thin stainless pipes, SMAW is the go-to for on-site repairs and heavy-gauge cladding.
SMAW is the standard method for repairing cracks in cast iron engine blocks, pump housings, and vintage machinery. This requires specialized nickel-based electrodes (such as Ni-55 or Ni-99) which are designed to handle the high carbon content of cast iron without causing the joint to become brittle.
Hardfacing and Surfacing
In the mining and earth-moving industries, SMAW is used to apply a layer of wear-resistant material onto softer steel parts (like bulldozer buckets or crusher teeth). These "hardfacing" electrodes are designed specifically to resist abrasion and impact rather than to provide structural joining.

SMAW is best suited for outdoor construction and remote repairs due to its mobility, while GMAW balances speed and ease of use for high-volume indoor manufacturing. SAW achieves the highest deposition rates and is ideal for heavy-duty, flat-position work requiring automation. Below table shows the comparison of SMAW vs. GMAW vs. SAW:
Table 1: Comparison of SMAW vs. GMAW vs. SAW
| Feature |
SMAW (Stick) |
GMAW (MIG/MAG) |
SAW (Submerged Arc) |
| Operation |
Fully Manual | Semi-Automatic | Fully Automated |
| Electrode |
Flux-coated Stick | Continuous Wire | Wire + Granular Flux |
| Shielding |
Burning Flux | External Gas Bottle | Blanket of Flux |
| Productivity |
Low | High | Very High |
| Best Use |
Field Maintenance / Construction | Factory Fabrication | Long Straight Beams / Pipes |
In heavy industries—such as shipbuilding, bridge construction, or pressure vessel fabrication—components are often so massive that they cannot possibly fit inside a CNC machine. You cannot put an entire ship hull or a bridge span into a machining center.
To solve this, manufacturers use a two-stage workflow that combines the surgical precision of CNC machining with the on-site flexibility of SMAW welding.
Stage 1: The "Precision Prep" (CNC Machining)
Before any welding occurs, the edges of the individual plates or components must be prepared. This is where VMT’s CNC milling services become essential. Instead of using a hand grinder, we use CNC mills to carve specific geometries—known as bevels or grooves (such as J-grooves or U-grooves)—into the edges where the parts will join.
Why CNC is Superior:

Stage 2: The "Field Assembly" (SMAW Welding)
Once the precision-prepped parts leave the factory, they are transported to the construction site (the shipyard or the bridge location). This is where the SMAW process takes over.
The Action: The field welder aligns the parts. Because the edges were CNC-machined, they achieve a "perfect fit-up" with zero gaps. The welder first performs Tack Welding (small spot welds) to hold the massive structure in place, followed by the final SMAW passes.
The Advantage of this Workflow:
This article has introduced SMAW welding basics, its advantages and limitations, process and tips to provide some essential references for your welding preparation. For this welding method, SMAW welding remains a flexible choice for modern infrastructure due to its welding position adaptability, portability, and affordable cost.
If you need high-precision CNC-machined components or pre-beveled parts ready for welding, you can contact us VMT CNC Machining Factory. At VMT, we specialize in preparing complex geometries that make your welding process smoother and your final assembly stronger.

Q1: What is 1G, 2G, 3G, 4G, 5G, and 6G welding?
A: These refer to the welding position. 1G is flat (easiest), while 3G is vertical and 4G is overhead. 6G involves welding a pipe at a 45-degree fixed angle, considered the hardest test for a welder.
Q2: Is SMAW the same as stick welding?
A: Yes. "Stick welding" is the colloquial industry term for Shielded Metal Arc Welding (SMAW).
Q3: Is SMAW welding easy to learn?
A: It is easy to understand but difficult to master. Controlling the arc length manually while the electrode gets shorter requires significant practice.
Q4: What is the cost of SMAW?
A: It has the lowest equipment entry cost (machines are cheap) but high operational costs due to low speed and frequent electrode changes.
Q5: What is the difference between SMAW and GMAW?
A: SMAW uses a flux-coated consumable rod and requires slag removal. GMAW (MIG) uses a continuous wire fed automatically with an external gas bottle, requiring no slag removal.
Q6: Can SMAW weld Aluminum?
A: It is possible with special rods, but the results are often poor. MIG or TIG is recommended.

 +86 15099911516
+86 15099911516



 Read more
Read more