16 years one-stop China custom CNC machining parts factory

Hey there I’m VMT Sam!
With 25 years of CNC machining experience we are committed to helping clients overcome 10000 complex part-processing challenges all to contribute to a better life through intelligent manufacturing. Contact us now
 623 |
Published by VMT at Jul 07 2025 | Reading Time:About 8 minutes
623 |
Published by VMT at Jul 07 2025 | Reading Time:About 8 minutes





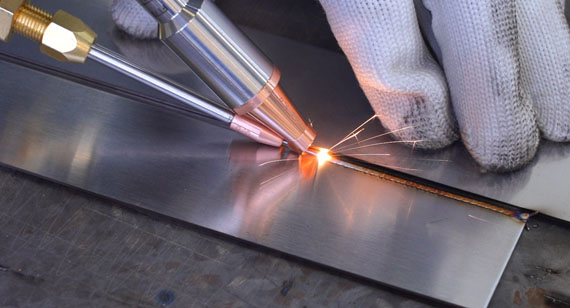
Many manufacturers and engineers struggle to choose the right welding technique for different metals, especially when working with custom CNC machining parts. Mistakes in welding selection can lead to poor weld quality, reduced product life, and costly rework.
Imagine spending thousands on CNC machining services, only to find that poor weld compatibility has compromised your component’s structural integrity. Time, resources, and trust—gone in an instant.
Understanding MIG and MAG welding, their differences, and their specific applications is essential. This guide breaks down MIG/MAG welding, helping you choose the right solution for your parts and projects—whether you're a buyer, engineer, or production manager at a CNC machining factory.
MIG/MAG welding are two arc welding methods widely used in CNC machining parts manufacturing. MIG uses inert gas for non-reactive shielding, ideal for non-ferrous metals, while MAG uses active gas suitable for ferrous metals. The key difference is the shielding gas type. Both offer high productivity and adaptability in welding CNC machining parts.
To make smart welding decisions for your CNC machining needs, it's crucial to understand the fundamentals of MIG and MAG welding. The following sections provide everything you need to know—from working principles to material compatibility, applications, advantages, and more.
Need precision-welded components? Explore VMT’s CNC Machining Services
Key Points
MIG and MAG welding are both forms of Gas Metal Arc Welding (GMAW), an automatic or semi-automatic arc welding process where a continuous wire electrode is fed through a welding gun, producing an arc that melts the wire and base material to form a strong joint.
MIG welding uses inert gases like argon or helium, preventing any chemical reaction with the base material. It's mainly used for welding non-ferrous materials such as aluminum, copper, and magnesium alloys.
MAG welding, on the other hand, uses active gases like CO₂ or gas mixtures (e.g., argon + CO₂ + O₂). These gases react with the molten pool to improve penetration and arc stability, making MAG suitable for carbon steels, stainless steels, and low-alloy steels.
Both methods are favored in CNC machining factories for welding CNC machining parts due to their high deposition rates, speed, and ease of automation.

Understanding the working principle of MIG (Metal Inert Gas) and MAG (Metal Active Gas) welding is fundamental for engineers, procurement managers, and CNC machining professionals seeking consistent, high-strength welds. Both MIG and MAG are subtypes of Gas Metal Arc Welding (GMAW), where an electric arc is used to join metal surfaces by melting both the workpiece and a continuously fed consumable wire electrode. What differentiates these processes from other welding techniques—and makes them highly suitable for welding CNC machining parts—is their automated nature, precision, and speed.
A major advantage of the MIG/MAG process is the constant shielding of the weld pool with protective gas. In MIG welding, inert gases like argon or helium are used to prevent any chemical reaction during welding. In MAG welding, active gases such as CO₂ or mixed gases (e.g., Argon + CO₂ + O₂) are used to enhance arc stability and penetration, making the process ideal for structural applications.
This controlled arc environment ensures clean welds, minimal oxidation, and compatibility with automated CNC machining systems, especially when used in high-volume or robotic production environments. Let's explore how the arc itself behaves under different transfer modes.
Arc Types in MIG/MAG Welding
Arc behavior significantly influences weld quality, penetration depth, and material compatibility. MIG/MAG welding features several arc types, each suitable for specific applications and materials.
Immersion Transition Arc (Short Circuit Transfer)
This arc type is characterized by frequent short circuits between the electrode and the workpiece. As the molten metal from the wire touches the base material, the arc extinguishes momentarily and reignites as the metal fuses. It’s particularly effective for welding thin sheets or performing vertical and overhead welding. Due to its low heat input, it minimizes warping and is often used in the fabrication of delicate CNC machining parts.
Transition Arc
A transition arc occurs between short-circuit and spray transfer modes. It has moderate heat input and stability, making it suitable for intermediate thicknesses and general-purpose welding. Although it may create moderate spatter, it offers a good balance between penetration and weld quality.
Jet Arc (Spray Transfer)
The jet arc provides a high-heat, high-voltage arc that continuously transfers tiny molten droplets across the arc into the weld pool. The arc is stable and ideal for thicker materials and high-speed welding applications. The transfer is smooth and produces minimal spatter, resulting in deep weld penetration and superior mechanical properties.
Pulse Arc
Pulse arc welding is a refined version of spray transfer. The current alternates between high and low peaks, enabling better control over heat input and droplet size. This method provides precise welding control, reduces spatter, and is particularly advantageous for out-of-position welding or welding thin-gauge materials.
Rotating Arc
In robotic or automated welding lines, the rotating arc enhances arc stability by spinning the arc around the wire axis. This technique is used to improve penetration, distribute heat more evenly, and weld complex geometries. It’s mainly found in high-end manufacturing processes where speed and precision are both critical.
Combined Arc
Some CNC machining factories integrate combined arc techniques, blending features of spray and pulse arcs to optimize weld characteristics for specific materials or joint types. This hybrid method allows for excellent penetration, reduced spatter, and a cleaner finish—especially beneficial in industries demanding aesthetic weld quality.
Need customized welding for precision parts?
Explore our CNC machining services and see how VMT’s MIG/MAG welding expertise can optimize your product quality and cost-efficiency.
Here is a comparison table of the different arc types used in MIG/MAG welding, structured professionally and easy to understand for customers and engineers interested in welding CNC machining parts:
MIG/MAG Welding Arc Types Comparison Table
| Arc Type |
Description |
Heat Input |
Spatter Level |
Applications |
Suitability for CNC Machining Parts |
| Immersion Arc |
Also known as short-circuit transfer; arc extinguishes when wire touches pool | Low | Moderate | Thin sheet welding, vertical/overhead positions | Excellent for precision welding of thin CNC parts |
| Transition Arc |
Intermediate arc between short circuit and spray; stable but slightly spattery | Medium | Moderate | General-purpose welding, machinery frames | Good for general CNC structural components |
| Jet Arc (Spray Transfer) |
Continuously transfers fine droplets; stable and deep penetration | High | Low | Automotive, structural steel, thick plates | Ideal for durable and load-bearing CNC parts |
| Pulse Arc |
Pulsed current provides better control, less spatter, clean welds | Medium–High | Low | Aerospace, stainless steel, thin materials | Great for complex or delicate CNC applications |
| Rotating Arc |
Arc rotates to enhance stability and penetration on complex joints | Medium | Low | Robotic and automated welding systems | Perfect for robotic CNC machining assemblies |
| Combined Arc |
Hybrid of spray and pulse arcs; balances penetration, quality, and control | Variable | Low | Decorative parts, exposed welds requiring high finish | Excellent for visual-facing CNC machined parts |
This table helps customers and engineers intuitively select the appropriate arc type for specific welding CNC machining parts based on performance, finish, and production needs. For more tailored advice or custom welding integration into your project, visit our CNC machining services page.
Here’s a professionally formatted and easy-to-understand comparison table between MIG and MAG welding, especially for those sourcing welding CNC machining parts or evaluating CNC machining services:
MIG vs. MAG Welding Comparison Table
| Aspect |
MIG Welding (Metal Inert Gas) |
MAG Welding (Metal Active Gas) |
| Shielding Gas Types |
Uses inert gases such as Argon or Argon-Helium mixtures | Uses active gases such as CO₂ or Argon-CO₂-O₂ mixtures |
| Shielding Gas Behavior |
Inert gas does not react with the weld pool; provides clean, stable arc | Active gas reacts slightly with the weld pool; improves penetration |
| Cost |
Generally more expensive due to inert gas cost | More cost-effective due to cheaper active gases like CO₂ |
| Gas Reaction with Substrate |
No chemical interaction – suitable for non-ferrous metals like aluminum, copper | Some chemical reaction – ideal for carbon steel and low-alloy steels |
| Typical Usage |
Aerospace, automotive body panels, aluminum fabrication | Construction, shipbuilding, structural steel manufacturing |
| Reliability & Permeability |
Highly reliable in controlled indoor environments | Stable performance in semi-open environments with proper shielding |
| Suitability for CNC Parts |
Best for high-precision, corrosion-resistant parts | Best for heavy-duty, structural, cost-effective CNC machined components |
Transition Paragraph:
Understanding the nuances between MIG and MAG welding helps ensure you choose the right method for your product's performance and production efficiency. Whether you're fabricating lightweight aluminum CNC parts or robust steel structures, selecting the right welding method is critical to ensuring quality, durability, and cost control.
For clients looking to outsource welding processes, VMT’s CNC machining factories offer both MIG and MAG options tailored to your part design, industry application, and material.
Want to know which process suits your product best? Explore the next section: What is the difference between MIG and MAG?
If you’re confused by the terms MIG and MAG welding, you’re not alone. Many engineers, procurement professionals, and manufacturing managers often assume they’re interchangeable. But this confusion can lead to poor weld quality, mismatched materials, or unexpected production costs. The truth is: the only difference between MIG and MAG welding is the type of shielding gas used—but that single factor changes everything.
The key difference between MIG and MAG welding lies in the shielding gas: MIG welding uses inert gas (like Argon), while MAG welding uses active gas (like CO₂ or a CO₂ mix). This difference affects weld quality, application scope, and suitability for various materials in CNC machining parts.
Now that the main distinction is clear, let’s look deeper at what each process means, their typical uses, and how to decide which is best for your application—especially when it comes to welding CNC machining parts in industrial and commercial environments.
MIG (Metal Inert Gas) Welding
MIG welding uses inert shielding gases such as Argon or a mixture of Argon and Helium. These gases do not react with the weld pool, providing a stable and clean arc. MIG is ideal for non-ferrous metals like aluminum, magnesium, and copper alloys, and it produces aesthetically clean welds with minimal spatter. This makes it the preferred method for aerospace, automotive, electronics, and precision CNC machining services where appearance and fine tolerances are critical.

Advantages of MIG:
However, it’s typically more expensive due to the cost of inert gases and may not provide sufficient penetration for thicker steel parts.
MAG (Metal Active Gas) Welding
MAG welding uses active gases, usually CO₂ or Argon-CO₂-O₂ mixtures, which slightly react with the molten weld pool. This reaction can enhance penetration and improve fusion with the base metal, especially useful in carbon steel and low-alloy steels.

MAG welding is widely used in:
It’s cost-effective and more suitable for mass production, though it may produce more spatter and require surface cleaning.
Conclusion: Which One Should You Use?
If your project involves non-ferrous, clean surface welding or high precision CNC parts, MIG welding is the better option. On the other hand, if you need deep penetration on structural steel, and cost-efficiency, especially in large CNC machining factories, MAG welding is the way to go.
Want to dive deeper? Continue reading to explore which materials are suitable for MIG and MAG welding.
Here's a clear comparison table showing the differences between MIG and MAG welding, focusing on shielding gas, cost, application, and relevance to CNC machining parts:
| Category | MIG Welding (Metal Inert Gas) | MAG Welding (Metal Active Gas) |
| Shielding Gas Type | Inert gas (e.g., Argon, Argon + Helium) | Active gas (e.g., CO₂ or CO₂ + Argon/O₂ mix) |
| Gas Reactivity | Does not react with the molten weld pool | Slightly reacts with the weld pool to enhance penetration |
| Weld Appearance | Clean, smooth finish with minimal spatter | More spatter, may require post-weld cleaning |
| Material Suitability | Non-ferrous metals (aluminum, magnesium, copper alloys) | Ferrous metals (carbon steel, low-alloy steel) |
| Application Scope | Aerospace, electronics, fine CNC machining parts | Heavy industry, structural steel, general fabrication |
| Cost | Higher due to inert gas and precision requirements | Lower, as active gases like CO₂ are inexpensive |
| Ease of Use | Easier to control arc, better for thin materials | Requires more experience, better for thicker sections |
| Productivity | Suited for precision work, moderate productivity | High productivity, ideal for mass production |
| Use in CNC Machining | Ideal for high-precision, clean weld CNC machining parts | Used for structural or general-purpose CNC-machined metal assemblies |
| Common Industries | Medical, electronics, aerospace, food equipment manufacturing | Automotive, construction, shipbuilding, heavy equipment |
Need help choosing the right welding method for your CNC parts? Contact VMT CNC Machining Experts →
Struggling to decide if MIG or MAG welding is right for your material? You’re not alone. Choosing the wrong welding method can result in weak joints, warping, or costly rework—especially when dealing with precision CNC machining parts. Fortunately, MIG and MAG welding offer incredible versatility across many materials. But the key lies in understanding which metals and plastics are compatible with each process.
MIG/MAG welding is suitable for a wide range of metals, including steel, stainless steel, aluminum, and copper alloys. While typically used for metals, MIG welding can also join certain plastics with specialized techniques and equipment.
In CNC machining factories, the ability to join different materials quickly and reliably is critical for maintaining production speed and part quality. Whether it's lightweight aluminum for aerospace applications or corrosion-resistant stainless steel for medical devices, knowing what materials can be welded with MIG/MAG methods helps engineers and procurement teams make informed decisions. Let’s break down the compatible materials for both metals and plastics.
What Metal Materials Can Be Welded?
MIG and MAG welding are predominantly metal welding processes, each suited for specific types of metals based on gas shielding and filler wire:
| Material |
MIG Welding |
MAG Welding |
Typical Applications |
| Carbon Steel |
✓ | ✓ | Automotive, construction, machinery |
| Stainless Steel |
✓ | ✓ (with special gas) | Food processing, medical, CNC parts |
| Aluminum |
✓ (with spool gun & inert gas) | ✕ | Aerospace, electronics, CNC housings |
| Magnesium |
✓ | ✕ | Aircraft components, lightweight frames |
| Copper Alloys |
✓ (challenging, needs skill) | ✕ | Electrical, decorative parts |
| Nickel Alloys |
✓ | ✓ | Chemical plants, aerospace |
| Low-Alloy Steels |
✓ | ✓ | Structural welding, CNC machined supports |
What Plastic Materials Can Be Welded?
Although MIG/MAG are primarily for metals, specialized variants of MIG welding techniques can be adapted to weld thermoplastics, especially in industrial environments:
| Plastic Type |
Weldability (Specialized MIG Method) |
Notes |
| PVC (Polyvinyl Chloride) |
Possible (with hot air or friction welding) | Not typical; MIG torch not ideal |
| HDPE (High-Density Polyethylene) |
Possible (friction stir or hot gas welding) | Often joined with non-arc plastic welding methods |
| PP (Polypropylene) |
Possible with friction stir welding | Specialized tools and no filler wire used |
| ABS |
Limited success | May release toxic fumes, not recommended |
In summary, while MIG welding of plastics exists in niche applications (e.g., friction stir welding for HDPE), standard MIG/MAG arc welding is not designed for plastics. For those materials, other welding techniques like ultrasonic, extrusion, or hot air welding are preferred.
Explore More
Curious about how these materials behave during CNC machining services after welding? Dive into our guide on Post-Weld Machining for Precision Parts or check out how VMT's CNC machining factory integrates welding and milling in one workflow.
To fully understand how MIG/MAG welding works and achieve optimal results in production or maintenance scenarios, it is crucial to grasp the role of each key component in the process. MIG welding and MAG welding share nearly identical equipment setups, differing mainly in the type of shielding gas used. These systems are designed for precision, speed, and consistency—making them popular choices for producing high-quality welds across a variety of metals. Whether you're welding CNC machining parts or large industrial assemblies, the integrity and performance of your weld heavily depend on the quality and compatibility of the components used.
Below is a detailed breakdown of the five key components that make MIG/MAG welding reliable and efficient:
1. Power Source
The power source is the heart of the MIG/MAG welding process. It supplies a constant voltage—typically DC (Direct Current)—that creates and maintains the electric arc between the welding wire (electrode) and the workpiece. This arc generates the heat needed to melt the wire and base material for welding. Most power sources are equipped with adjustable settings to match different materials and wire diameters. Modern machines may also feature synergic controls for pre-set welding parameters based on material type, thickness, and gas selection.
2. Welding Gun
The welding gun serves as the operator's interface with the welding process. It guides the wire from the feed system and delivers the shielding gas to the weld zone. The gun consists of a contact tip, gas nozzle, and trigger switch, all designed for durability and ergonomic handling. The contact tip transfers the electrical current to the welding wire, while the gas nozzle directs shielding gas flow to protect the molten weld pool from atmospheric contamination.
3. Wire Feed System
The wire feed system plays a critical role in MIG/MAG welding efficiency and consistency. It controls the rate at which the wire is fed through the gun and into the weld puddle. Feed speed must be precisely matched with the voltage settings and material type to ensure smooth arc stability. A good wire feed system includes a motor-driven spool, roller mechanism, and tension adjustments to prevent slippage or nesting, ensuring consistent delivery for uniform welds. CNC machining factories often rely on automated feeders for continuous operation in production runs.
4. Welding Wire
Welding wire acts as both the electrode and filler material in MIG/MAG welding. It is typically a consumable spool made of steel, stainless steel, aluminum, or other alloys—depending on the application. For MAG welding, the wire often includes deoxidizers to improve arc performance in reactive shielding gases like CO₂. Choosing the correct wire composition and diameter is essential for matching the material being welded and ensuring metallurgical compatibility. Quality wire ensures better weld bead appearance, strength, and minimal spatter, which is critical for CNC machining parts that demand high precision.
5. Shielding Gas Supply
Shielding gas protects the molten weld pool from oxidation and contamination by creating a localized inert or semi-inert atmosphere. In MIG welding, inert gases like argon or helium are used, while MAG welding utilizes active gases like CO₂ or gas mixtures (e.g., argon with CO₂ or O₂). The gas is stored in high-pressure cylinders and regulated through gas flow meters and solenoids to ensure consistent delivery. Choosing the right gas impacts arc stability, penetration, weld appearance, and spatter levels. For CNC machining services that demand high repeatability and low post-processing, optimal gas selection is vital.
Together, these five components work in harmony to ensure high-performance MIG/MAG welding across various industries, including automotive, construction, aerospace, and CNC machining factories. Understanding their functions helps users fine-tune their setups for the best weld quality and productivity.
Interested in precision-welded CNC parts? Learn more about our MIG/MAG welding CNC machining services tailored for high-performance industries.
Understanding metal transfer modes is essential for optimizing MIG/MAG welding processes, especially when working with CNC machining parts that require precision and strong weld joints. Metal transfer refers to how molten metal droplets move from the welding wire (electrode) to the workpiece during welding. The transfer mode directly influences weld quality, penetration depth, spatter levels, and overall productivity. Each mode suits different materials, thicknesses, and welding positions, making it crucial to select the appropriate transfer mode based on the application. Below are the four main metal transfer modes used in MIG/MAG welding:
1. Short Circuit Transfer (Immersion Transfer)
Short circuit transfer, also known as immersion transfer, occurs when the welding wire touches the molten weld pool, creating a short circuit. This causes a rapid transfer of a small molten droplet from the wire to the workpiece, followed by a reestablishment of the arc. This cycle repeats rapidly, producing a series of short circuits. This mode is ideal for thin materials and out-of-position welding because it produces low heat input, reducing the risk of burn-through or distortion. Its advantages include good weld control and minimal spatter, making it suitable for intricate CNC machining parts and delicate assemblies.
2. Globular (Ball) Transfer
In globular or ball transfer mode, larger molten droplets form at the end of the wire and detach due to gravity, falling into the weld pool. This process creates more spatter compared to short circuit transfer and less stable arc conditions. Ball transfer is generally used for thicker materials where higher heat input is needed but is less preferred in precision applications due to its spattering nature. It is often considered less efficient for CNC machining services requiring clean welds and minimal post-weld cleanup.
3. Spray Transfer
Spray transfer involves a fine, continuous spray of tiny molten droplets that cross the arc and deposit uniformly on the weld pool. This mode requires a higher welding current and typically uses inert shielding gases like pure argon. Spray transfer offers deep penetration, smooth weld beads, and low spatter, making it excellent for thick materials and flat or horizontal positions. It is widely used in CNC machining factories for robust weld joints where aesthetics and strength are critical.
4. Pulse Transfer
Pulse transfer is a controlled variation of spray transfer where the welding current alternates between high “peak” currents and low “background” currents. This pulsing allows droplets to detach in a controlled manner, reducing heat input and minimizing distortion. Pulse transfer offers the benefits of spray transfer with improved control for thin or heat-sensitive materials and out-of-position welding. It is highly favored in advanced CNC machining parts production due to its precision, reduced spatter, and excellent weld bead quality.
Each metal transfer mode offers specific advantages tailored to different welding conditions and material requirements. By selecting the proper transfer mode, CNC machining services can achieve superior weld quality, enhanced productivity, and lower costs.
Explore our CNC machining parts manufacturing solutions that leverage the best MIG/MAG welding metal transfer modes for your application needs.
Here’s a clear table summarizing the metal transfer modes in MIG/MAG welding:
| Metal Transfer Mode |
Description |
Advantages |
Best Applications | Disadvantages |
| Short Circuit (Immersion Transfer) |
Wire touches weld pool causing short circuits and rapid droplet transfer | Low heat input, good control, minimal spatter | Thin materials, out-of-position welding | Limited penetration |
| Globular (Ball) Transfer |
Large molten droplets detach and fall into weld pool due to gravity | Suitable for thicker materials | Thick materials where high heat input is needed | High spatter, less stable arc |
| Spray Transfer |
Fine, continuous spray of small droplets across arc | Deep penetration, smooth weld, low spatter | Thick materials, flat/horizontal welding | Requires higher current and inert gas |
| Pulse Transfer |
Alternates high and low currents to control droplet detachment | Reduced heat input, precise control, low spatter | Thin/heat-sensitive materials, positional welding | More complex equipment and settings |
MIG and MAG welding are widely recognized as versatile and efficient welding methods, highly valued across numerous industries for their ability to produce strong, reliable welds. Their adaptability to various metals and thicknesses, combined with the availability of CNC machining services, makes these processes essential in modern manufacturing and repair operations. Below is a comprehensive overview of where MIG/MAG welding shines in the industrial world.
Automotive Manufacturing Industry
The automotive industry relies heavily on MIG/MAG welding for assembling car bodies, frames, exhaust systems, and other components. The speed and precision of these welding processes align perfectly with the high-volume, high-quality production standards expected in automotive manufacturing. CNC machining parts, often customized and welded via MIG/MAG, ensure that vehicles meet stringent safety and durability requirements.
Repair and Maintenance
Whether it’s fixing damaged machinery or restoring metal structures, MIG/MAG welding offers a fast and effective solution. Repair workshops and service centers frequently use these welding methods to restore parts without compromising material integrity, especially when combined with CNC machining services that provide precise part fabrication.
Construction Industry
In construction, the structural integrity of steel frameworks is critical. MIG/MAG welding is widely used for joining steel beams, reinforcements, and other construction materials due to its strength and reliability. CNC machining factories supply tailor-made parts that can be efficiently welded on-site or in workshops, ensuring seamless integration and durable constructions.
Structural Steel Manufacturing
Structural steel manufacturers depend on MIG/MAG welding to fabricate beams, columns, and support frameworks. The ability to weld various thicknesses and alloy compositions while maintaining excellent mechanical properties makes these welding techniques indispensable for producing robust steel structures.
Household Appliances
MIG/MAG welding is also employed in the production of household appliances such as refrigerators, washing machines, and ovens. The processes ensure clean welds on thin sheet metals, crucial for maintaining the appearance and function of consumer products manufactured in CNC machining factories.
Heavy Machinery Products
The manufacture of heavy machinery demands welds that withstand extreme stresses and harsh environments. MIG/MAG welding provides the durability and penetration required for parts like hydraulic cylinders, engine components, and chassis. CNC machining parts often undergo these welding processes to achieve exacting standards for performance and safety.
Shipbuilding and Offshore Structures
Shipbuilding and offshore platform construction involve welding large steel components subjected to corrosive marine environments. MAG welding, with its active shielding gases, is particularly suited for these applications, offering excellent weld quality and corrosion resistance. CNC machining services help produce parts tailored to these demanding conditions.
Aerospace Industry
In aerospace, precision and quality cannot be compromised. MIG/MAG welding is used to join lightweight alloys and stainless steels for aircraft structures and components. Combined with CNC machining parts, these welding methods contribute to the manufacturing of reliable, high-performance aerospace products.
CNC Machined Parts Manufacturing
CNC machining factories often integrate MIG/MAG welding into their manufacturing workflow to assemble complex parts and finished products. These welding processes complement the precision machining capabilities, allowing for custom fabrication of components with strong, precise weld joints suited for various industrial applications.
Explore More
For readers interested in deepening their understanding of CNC machining parts and how welding complements machining services, explore our detailed articles on CNC machining services and welding CNC machining parts. These insights reveal how modern manufacturing integrates precise machining with advanced welding technologies for superior results.
Here’s a clear table summarizing MIG/MAG welding industry applications for your CNC machining content:
| Industry/Application |
Description |
Role of MIG/MAG Welding |
Relation to CNC Machining Parts |
| Automotive Manufacturing | Assembly of car bodies, frames, exhausts, and components. | Fast, precise welding for high-volume production. | Welding customized CNC machined parts for vehicles. |
| Repair and Maintenance | Fixing damaged machinery and restoring metal parts. | Quick, reliable repairs without compromising quality. | Combines with CNC parts for accurate restoration. |
| Construction | Steel frameworks, beams, reinforcements, structural joining. | Ensures strong, durable welds for structural safety. | CNC machined parts welded into construction frameworks. |
| Structural Steel Manufacturing | Fabrication of beams, columns, and support frameworks. | Produces robust joints for heavy steel structures. | Uses CNC parts for precise fabrication and welding. |
| Household Appliances | Manufacturing refrigerators, washing machines, ovens, etc. | Clean welds on thin sheet metals for aesthetics and function. | Integration of CNC parts welded into final products. |
| Heavy Machinery Products | Hydraulic cylinders, engine parts, chassis. | Durable welds that withstand stress and wear. | Welding heavy-duty CNC machined components. |
| Shipbuilding and Offshore | Large steel components exposed to marine environments. | MAG welding offers corrosion resistance and quality. | CNC machining parts tailored and welded for marine use. |
| Aerospace Industry | Aircraft structures and components using lightweight alloys and stainless steel. | High-quality welds meeting strict aerospace standards. | Precision CNC parts welded for aerospace reliability. |
| CNC Machined Parts Manufacturing | Assembly of complex parts and finished products in machining factories. | Complements machining with precise weld joints. | Direct integration of CNC machined parts and welding. |
MIG (Metal Inert Gas) and MAG (Metal Active Gas) welding are highly popular arc welding processes widely used in industrial and manufacturing applications. These techniques are valued for their high deposition rates, ease of automation, and adaptability across various metals and welding positions. MIG/MAG welding is especially efficient for projects requiring speed and consistent weld quality.

Multiple Operation Modes
MIG/MAG welding supports various transfer modes such as short-circuit, globular, spray, and pulsed spray transfer. This allows welders to tailor the process to the material thickness, joint configuration, and position, increasing flexibility and efficiency in different scenarios.
Produces High-Quality Welds
When performed under controlled conditions, MIG/MAG welding creates clean, uniform, and strong welds with minimal defects. This is especially true in flat and horizontal positions where stability and control are easiest to maintain.
Low Risk of Entrapped Slag
Unlike stick or flux-cored welding, MIG/MAG processes do not rely on flux coatings. Therefore, the risk of slag inclusions or entrapment in the weld metal is significantly reduced, resulting in cleaner welds and less post-weld cleaning.
Versatile Process for Many Metals
MIG/MAG welding is suitable for a wide range of metals and alloys including carbon steel, stainless steel, and aluminum. This makes it ideal for diverse industries such as automotive, construction, aerospace, and shipbuilding.
All-Position Capability
With proper equipment setup and parameter adjustment, MAG welding (particularly with flux-cored wire) can be performed in flat, vertical, overhead, and horizontal positions—making it practical for structural and pipe welding applications.
Efficient and High-Speed Operation
Compared to other arc welding processes, MIG/MAG welding is faster due to its continuous wire feed and high deposition rates. This reduces welding time and increases throughput, especially for long, continuous welds.
Increased Productivity
Automation compatibility, reduced downtime for electrode changes, and minimal post-weld cleanup all contribute to enhanced productivity. MIG/MAG welding is often integrated into robotic systems for mass production lines, further improving efficiency and consistency.
Despite its many benefits, MIG/MAG welding also comes with several limitations. These range from environmental restrictions and equipment costs to sensitivity to contaminants and weld quality considerations. Understanding these drawbacks is important for selecting the right welding method for your project or facility.
Higher Initial Cost
MIG/MAG welding equipment is generally more expensive than manual welding setups. The need for a constant power supply, shielding gas, wire feeders, and advanced controls can increase upfront investment and maintenance complexity.
Challenging in Vertical and Overhead Welding
To perform vertical or overhead welds, a short-circuit transfer mode is typically required, which can lead to higher spatter and less control. These positions often demand greater skill and parameter precision to avoid weld defects.
Not Ideal for Outdoor Use Without Protection
MIG/MAG welding uses shielding gas to protect the weld pool from atmospheric contamination. However, wind can easily blow away the gas, making the process unreliable outdoors unless additional wind shielding is used.
Surface Cleanliness is Critical
Because MIG/MAG processes rely on a limited amount of deoxidizers in the filler wire, surfaces must be clean and free of rust, oil, and moisture. Otherwise, porosity, lack of fusion, or weak welds may occur.
Better Alternatives for Outdoor and Positional Welding
In applications requiring all-position capability or outdoor welding, flux-cored arc welding (FCAW)—a variation of MAG welding using flux-cored wire—may be more suitable due to its self-shielding properties and better tolerance to wind and contaminants.
Sensitive to Rust and Moisture
Poor surface preparation can lead to weld discontinuities such as porosity and cracking. MIG/MAG welding is less forgiving than processes like stick welding, which can tolerate slightly dirty or oxidized surfaces.
Porosity and Fusion Issues
Improper gas coverage or poor technique can result in porosity (gas bubbles) or lack of fusion, both of which compromise weld integrity. These defects often require rework or part rejection.
High Spatter Levels
Compared to TIG welding, MIG/MAG welding generally produces more spatter, which requires post-weld cleaning. While spatter can be minimized with optimized settings, it is still a common issue.
Slightly Lower Weld Quality Than TIG Welding
Although MIG/MAG can produce strong and clean welds, TIG welding offers superior control, precision, and aesthetics—especially in applications where weld appearance and minimal distortion are critical.
Here's a comparison table summarizing the advantages and disadvantages of MIG/MAG welding in a clear and professional format:
Advantages vs Disadvantages of MIG/MAG Welding
| Category |
Advantages |
Disadvantages |
| Operation Modes |
Multiple transfer modes allow flexibility for different welds and positions | Vertical and overhead welding require short-circuit transfer, increasing difficulty |
| Weld Quality |
Produces clean, high-quality welds with minimal slag | Susceptible to porosity and lack of fusion if gas shielding is poor |
| Slag Formation |
No flux = low chance of slag being trapped in weld metal | — |
| Material Compatibility |
Suitable for various metals: carbon steel, stainless steel, aluminum | Sensitive to rust and moisture; requires clean surfaces |
| Welding Positions |
MAG welding (with proper setup) can be done in all positions | Limited shielding makes outdoor welding difficult without protection |
| Speed |
Continuous wire feed allows for high-speed operation | Increased risk of spatter compared to TIG welding |
| Productivity |
Automated and semi-automated setups boost output | Higher initial equipment costs |
| Surface Preparation |
Minimal post-weld cleanup needed | All rust and contamination must be removed before welding |
| Field Use |
Fast and efficient in-shop welding for long welds | Not ideal for outdoor use unless proper shielding is applied |
| Compared to TIG |
Faster and easier for beginners; better for production runs | Slightly lower precision and appearance compared to TIG welding |
1. Shielding Gas Control
MIG/MAG welding relies on a continuous supply of shielding gas to protect the weld pool from atmospheric contamination. A critical consideration is maintaining proper gas flow rate and coverage. Too low a flow can lead to porosity and oxidation; too high may create turbulence that sucks in air. Additionally, outdoor welding should be avoided or shielded due to wind disrupting gas protection.
2. Clean Base Material is Essential
Unlike stick welding, MIG/MAG processes are less tolerant of dirty, rusty, oily, or painted surfaces. The limited amount of deoxidizers in the filler wire means contaminants can easily cause weld defects like lack of fusion, cracking, or porosity. Always remove surface impurities using mechanical or chemical cleaning before welding.
3. Correct Polarity Settings
MIG/MAG welding typically uses DCEN (Direct Current Electrode Negative) or DCEP (Direct Current Electrode Positive) depending on the wire and process. Most solid wires (MIG) require DCEP, while some flux-cored wires may vary. Using the wrong polarity will severely affect arc stability and penetration.
4. Wire Feed Speed and Voltage Balance
Achieving a stable arc depends on the right combination of wire feed speed and voltage. Incorrect settings can cause erratic arc behavior, burn-through, poor penetration, or excessive spatter. Refer to manufacturer recommendations or perform test welds to fine-tune parameters.
5. Welding Position Awareness
MIG/MAG is easier in flat and horizontal positions, but vertical or overhead welding requires additional control, often using short-circuit transfer or pulsed spray. This can lead to higher spatter and lower weld quality if not handled carefully.
6. Nozzle and Tip Maintenance
Over time, the contact tip and nozzle can accumulate spatter and debris, which may affect wire feeding and arc quality. Regularly clean and replace worn consumables to avoid arc instability or gas shielding issues.
7. Proper Torch Angle and Travel Speed
Incorrect torch angles or excessive travel speed can lead to poor bead profile, undercutting, or incomplete fusion. Maintain a work angle of about 10–15° and a consistent travel speed to ensure smooth, even welds.
8. Adequate Personal Protective Equipment (PPE)
MIG/MAG welding produces intense UV radiation, spatter, and fumes, requiring welders to wear proper safety gear. This includes helmets with the right shade, flame-resistant clothing, gloves, and respirators when needed—especially in enclosed spaces.
9. Ventilation and Fume Extraction
MAG welding, especially when using flux-cored wires or welding galvanized steel, produces harmful fumes. Ensure welding areas are equipped with proper ventilation and fume extraction systems to protect operators.
10. Proper Wire Storage and Handling
Solid and flux-cored wires can absorb moisture, leading to weld porosity. Store them in dry, temperature-controlled environments and avoid touching them with bare hands to prevent contamination.
By carefully managing these factors, welders and CNC machining service teams can ensure high-quality MIG/MAG welds, reduce rework, and improve operational safety. These practices are essential for delivering consistent results, especially when fabricating stainless steel CNC machining parts or other precision components.
Use MIG Welding When:
MIG (Metal Inert Gas) welding uses an inert shielding gas, typically argon or argon-helium mixtures, making it ideal for non-ferrous metals and corrosion-sensitive applications.
Ideal for Aluminum, Copper, and Stainless Steel
MIG is preferred for welding aluminum, copper, and stainless steel because inert gases do not react with these materials, preserving their mechanical and chemical properties.
When High Weld Quality and Appearance Are Important
Since MIG produces clean, spatter-free welds, it’s ideal for aesthetic welds in industries like automotive, aerospace, and furniture manufacturing, where the appearance of the weld bead matters.
For Thin Materials
MIG welding is more controllable at lower amperages, which makes it suitable for sheet metals or thin-walled components. It minimizes burn-through and distortion.
Indoor, Controlled Environments
MIG welding requires shielding gas, which is easily disrupted by wind. Use it indoors or in protected environments where gas shielding can be maintained.
Use MAG Welding When:
MAG (Metal Active Gas) welding uses an active shielding gas, typically CO₂ or argon-CO₂ mixtures, making it better suited for carbon steels and low-alloy steels.
Ideal for Mild Steel and Structural Applications
MAG welding is cost-effective for mild steel, making it a go-to process in construction, shipbuilding, heavy equipment, and fabrication shops.
When Penetration and Productivity Are Prioritized
MAG welding provides deep penetration and is often used with high wire feed speeds, making it efficient for thick materials and high-deposition-rate applications.
For Outdoor or Less Controlled Settings (Flux-Cored MAG)
Using flux-cored wires (FCAW) in MAG welding provides self-shielding capabilities, making it more suitable for outdoor use or environments where wind may disrupt gas shielding.
When Cost Is a Concern
MAG welding is generally more economical than MIG due to the lower cost of CO₂ gas and high productivity, making it ideal for large-scale manufacturing.
Quick Comparison Table
| Criteria |
MIG Welding |
MAG Welding |
| Shielding Gas |
Inert (Argon, Argon/Helium) | Active (CO₂, Argon/CO₂ mix) |
| Materials |
Aluminum, Stainless Steel, Copper | Mild Steel, Low-Alloy Steel |
| Weld Appearance |
Cleaner, smoother, low spatter | Slightly more spatter |
| Penetration |
Moderate (good for thin materials) | Deep (good for thick materials) |
| Welding Environment |
Indoor, controlled | Indoor or outdoor (if using flux-cored wire) |
| Cost |
Higher (gas + precision) | Lower (especially with CO₂) |
| Application Type |
Automotive, Aerospace, Furniture | Construction, Shipbuilding, Industrial Fabrication |
Summary:
Would you like help choosing between MIG and MAG for your specific CNC machining parts project?
Mastery in MIG (Metal Inert Gas) and MAG (Metal Active Gas) welding is critical for delivering high-quality welded components across industries such as automotive, aerospace, construction, and custom fabrication. At expert-level CNC machining factories, MIG/MAG welding is more than a process — it's a precision discipline that demands deep knowledge of materials, parameters, and techniques to meet exacting standards.
Skilled Operator Knowledge
Experienced welders understand the nuances of gas mixtures, wire selection, voltage settings, and travel speeds that affect weld integrity. For example, slight variations in shielding gas composition or torch angle can impact penetration depth and bead quality. Skilled professionals can quickly adapt to these variables for consistently strong and defect-free joints.
Material-Specific Expertise
Not all metals weld the same. MIG welding excels with aluminum and stainless steel, while MAG is ideal for mild steel and low-alloy steel. A welding expert knows which method best suits the application and how to prepare each material to prevent issues like porosity, spatter, or poor fusion — especially important for producing high-precision CNC machined parts that require secondary welding.
Advanced Positioning and Fixture Control
Welding in non-horizontal positions (vertical, overhead) demands advanced technique. Certified MIG/MAG welders are trained to manage puddle control, wire feed rates, and heat input to produce structurally sound welds in challenging orientations — essential for architectural frames, pressure vessels, or custom enclosures.
Defect Prevention and Quality Assurance
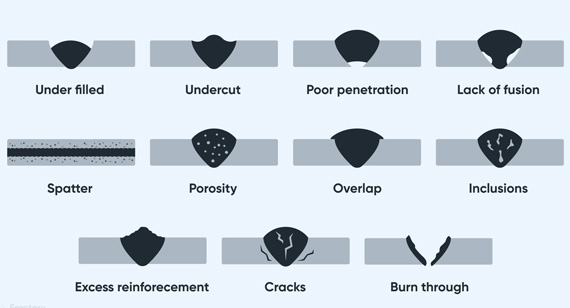
With proper training, professionals can avoid common MIG/MAG pitfalls like undercut, cold lap, or lack of fusion. Expertise includes not only visual inspection but also non-destructive testing methods to ensure the weld meets ISO, AWS, or DIN standards.
Integration with CNC Processes
For modern machining factories like VMT, welding expertise must align with CNC workflows. This includes welding parts with precise tolerances, ensuring distortion control, and maintaining alignment with machined features. Integration allows welded assemblies to fit perfectly into multi-part, CNC-machined systems, improving efficiency and part functionality.
Partner with a CNC Machining Factory that Specializes in MIG/MAG Welding
Factories like VMT combine MIG and MAG welding expertise with CNC machining services to deliver custom-fabricated parts that meet both mechanical and aesthetic standards. Whether it's stainless steel enclosures, automotive frames, or industrial machinery, their skilled welding technicians ensure every joint contributes to the overall performance and longevity of your product.
MIG/MAG welding stands out as a highly versatile and efficient welding process that plays a critical role in modern manufacturing, especially within industries involving CNC machining parts and CNC machining services. By using different shielding gases, MIG (Metal Inert Gas) and MAG (Metal Active Gas) welding cater to a broad spectrum of metals and alloys, delivering clean, strong, and high-quality welds suited for everything from automotive manufacturing to aerospace and heavy machinery production.
Understanding the working principles—such as various arc types and metal transfer modes—helps optimize welding performance, ensuring precise and reliable joints. The distinct differences between MIG and MAG primarily revolve around the shielding gas, which influences the welding process, cost, and material compatibility. This knowledge empowers CNC machining factories and service providers to select the best welding method based on project requirements, material types, and environmental conditions.
The broad applications of MIG/MAG welding demonstrate its adaptability in manufacturing sectors, from structural steel and construction to medical devices and CNC machined parts. Moreover, the advantages of MIG/MAG welding—such as multiple operating modes, high productivity, and the ability to weld in all positions—make it an indispensable technology for high-volume and precision manufacturing.
While there are some limitations, such as sensitivity to outdoor conditions and material preparation requirements, MIG/MAG welding’s strengths far outweigh its drawbacks, especially when paired with advanced CNC machining capabilities. By combining these technologies, manufacturers can achieve superior product quality, reduce production times, and maintain competitive costs.
For companies seeking reliable CNC machining factories and welding CNC machining parts, mastering MIG/MAG welding processes offers a clear path to enhancing production efficiency and meeting stringent industry standards. This comprehensive understanding of MIG/MAG welding equips businesses with the insight needed to make informed decisions, ensuring optimal performance and long-term success in the competitive manufacturing landscape.

1. What is the difference between MIG/MAG and TIG?
MIG/MAG welding uses a continuously fed wire and shielding gas for fast, efficient welding, ideal for production. TIG welding, on the other hand, uses a non-consumable tungsten electrode and is slower but provides greater precision and a cleaner finish. MIG/MAG is better for speed and thicker materials; TIG is preferred for thin materials and high aesthetic quality.
2. What is the biggest mistake in MIG welding?
The most common mistake is poor shielding gas coverage, which leads to porosity and weak welds. Other issues include incorrect wire feed speed, poor surface preparation, and improper torch angle, all of which can affect weld integrity.
3. Why can't you MIG weld stainless steel?
You can MIG weld stainless steel, but it requires a specific shielding gas mixture (often Argon with CO₂ or O₂) and stainless-compatible wire. Using standard MIG steel wire or CO₂-only shielding gas will compromise corrosion resistance and weld quality.
4. Can I MIG weld aluminum?
Yes, MIG welding aluminum is possible using a spool gun or push-pull system, pure argon gas, and aluminum wire. However, it requires precise settings and fast travel speed to prevent burn-through and oxidation.
5. Why is stainless steel so difficult to weld?
Stainless steel has low thermal conductivity and high expansion rates, making it prone to warping, distortion, and cracking. It also requires clean surfaces and precise control of heat input to maintain corrosion resistance and mechanical properties.
6. Can you MIG weld copper?
Yes, but MIG welding copper is challenging due to its high thermal conductivity, which dissipates heat quickly. It requires high amperage, argon shielding gas, and specialized wire (usually deoxidized copper or copper-silicon alloys).
7. Can you weld brass together?
Welding brass is possible but difficult. Brass contains zinc, which evaporates under high heat, producing toxic fumes and causing porosity. Brazing or TIG welding with filler is usually preferred for joining brass.
8. Can you MIG pipe welding?
MIG welding can be used for pipe welding, especially for structural or non-pressure applications, but for critical or high-pressure pipelines, TIG or Stick (SMAW) methods are generally preferred for better control and penetration.
9. Why does MIG welding wire look like copper?
The copper-colored appearance comes from a copper coating on the wire, which improves electrical conductivity, reduces oxidation, and enhances wire feeding performance.
10. Is it better to solder or braze brass?
Brazing is stronger and more heat-resistant than soldering. It is typically preferred when joining brass components that must withstand mechanical stress, whereas soldering is used for delicate or low-stress connections.
11. Can you weld cast iron?
Yes, but cast iron is brittle and sensitive to heat. It requires special filler rods, preheating, and slow cooling to prevent cracking. MIG is rarely used; Stick or TIG welding is more suitable.
12. Can you use JB Weld on brass?
JB Weld (epoxy) can bond brass for non-structural repairs. It is not a welding substitute for parts exposed to heat, stress, or pressure but may be useful for minor fixes or sealing applications.
13. What is the difference between MIG/MAG welding and MMA welding?
MMA (Manual Metal Arc), or Stick welding, uses a consumable electrode without shielding gas, ideal for outdoor and heavy-duty applications. MIG/MAG requires shielding gas and wire feed, making it faster and more efficient but less portable.
14. How does short stickout affect MIG/MAG welding?
A short stickout (distance from the contact tip to the workpiece) increases current density, resulting in a hotter arc and deeper penetration. However, it also increases the risk of tip overheating and spatter. Maintaining consistent stickout is key to quality.
15. What is the MAG welding method?
MAG (Metal Active Gas) welding is a type of GMAW process that uses active gases (like CO₂ or argon-CO₂ mixtures) to shield the arc. It is commonly used for welding mild and low-alloy steels, providing strong, cost-effective welds.
16. Is MAG welding the same as stick welding?
No. MAG welding uses a wire feed and shielding gas, while stick welding (MMA) uses a manual rod (electrode) that provides its own shielding via flux. MAG is faster and cleaner but less portable.
17. What is the strongest welding method?
TIG welding is often considered the strongest for precision and weld quality, especially on thin metals. However, submerged arc welding (SAW) and flux-cored arc welding (FCAW) are stronger for thicker materials and industrial applications due to their deep penetration and high deposition rates.

 +86 15099911516
+86 15099911516



 Read more
Read more