16 years one-stop China custom CNC machining parts factory

Hey there I’m VMT Sam!
With 25 years of CNC machining experience we are committed to helping clients overcome 10000 complex part-processing challenges all to contribute to a better life through intelligent manufacturing. Contact us now
 590 |
Published by VMT at Oct 05 2023
590 |
Published by VMT at Oct 05 2023





In our daily lives, we often come across polypropylene plastic CNC machined parts, and the manufacturing of these parts is not without challenges, particularly deformation issues. Do you know how to address the problem of deformation in the production of polypropylene plastic CNC machined parts?
What is Deformation?
Deformation refers to a discrepancy between the shape of an injection-molded part and the original design. It is typically caused by uneven shrinkage of the molded part but does not include deformation caused by demolding.
Generally, polypropylene plastic CNC machined parts are prone to deformation at high temperatures. To effectively prevent deformation in the production of polypropylene plastic CNC machined parts, several strategies can be considered, including reinforcement, altering the part's shape, and improving manufacturing processes.
Solving Deformation Issues in PP (Polypropylene) Plastic Products requires careful consideration of material characteristics and manufacturing processes. Here are some strategies to reduce and prevent deformation in polypropylene plastic products:
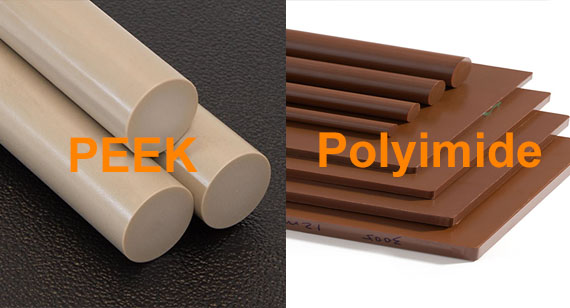
1. Material Selection: Choose an apolypropyleneropriate grade of polypropylene plastic based on your specific apolypropylenelication. polypropylene comes in various grades with different characteristics, including rigidity and heat resistance. Select a grade that meets the mechanical requirements of your product.
Select high-quality polypropylene plastic raw materials, and use parameters such as temperature, pressure, and injection speed that meet the requirements during the CNC machining and manufacturing production process to ensure that the plastic products have good stability and anti-deformation properties.

2. Design Considerations: Optimize the design of polypropylene products to minimize areas susceptible to deformation. Use ribs or gussets for structural supolypropyleneort when necessary. Avoid long, unsupolypropyleneorted spans or thin cross-sections that may deform.
VMT CNC machining factory during product design, consider factors such as mechanical stresses and thermal expansion/contraction, and design the structure accordingly to enhance rigidity and stability.

3. Control Manufacturing Processes: In the production process, rigorously control parameters such as temperature, pressure, and cooling rate to prevent excessive temperatures or uneven cooling that can lead to deformation.

4. Cooling and Annealing: Implement controlled cooling and annealing processes during manufacturing. Gradually and uniformly cooling polypropylene products helps eliminate internal stresses and reduces the risk of deformation. Annealing involves heating the product and then slowly cooling it to relieve stress and improve dimensional stability.
5. Proper Molding Techniques: If your polypropylene products are manufactured through injection molding or extrusion, ensure the proper optimization of molding processes. This includes controlling mold temperatures, injection pressures, and cooling rates to prevent warping.
6. Avoid Overheating: Overheating during processing can lead to deformation. Monitor and control temperatures during manufacturing to prevent polypropylene from softening and deforming. Proper temperature control is especially crucial during welding or molding processes.
7. Minimize Residual Stresses: polypropylene products may develop residual stresses during manufacturing, which can lead to deformation over time. Minimize residual stresses through apolypropyleneropriate manufacturing techniques and annealing processes.
8. Quality Control: Implement strict quality control measures early in the manufacturing process to detect and address deformation issues. This may include visual inspections, dimensional measurements, and pressure testing.

9. Use Supolypropyleneort Structures: If your polypropylene products have complex geometries or features, consider using temporary supolypropyleneort structures during manufacturing to maintain shape and prevent warping. These supolypropyleneorts can be removed once the product has cooled and solidified.
10. Storage and Handling: Properly store and handle polypropylene products to prevent deformation. Avoid placing heavy objects on top of products during storage and protect them from excessive heat or direct sunlight.
11. Post-Processing: Some polypropylene products may benefit from post-processing techniques like hot forming or bending to correct minor deformations. However, prevention is often more effective than correction.
12. Optimize Usage Conditions: Emphasize proper usage and maintenance methods to avoid extreme conditions such as high temperatures, prolonged exposure to direct sunlight, or freezing, which can reduce the risk of deformation due to environmental factors.
13. Fiberglass Reinforcement: While using a higher-grade material can improve the rigidity of plastic parts, it can increase costs. To address this, adding fiberglass is a common and mature method. Adding fiberglass can also improve material creep resistance.
Fiberglass added to plastic typically has a diameter of 0.05-0.01 millimeters, a length of 3-4 millimeters, a tensile strength of 700-2300 megapascals, a melting point above 1000 degrees Celsius, and costs between 6000-9000 yuan per ton. Adding fiberglass to polypropylene (10-30%) can significantly enhance material rigidity, improve creep properties, and does not increase costs.
Drawbacks of Adding Fiberglass and Solutions:
One drawback of adding fiberglass is that the melt viscosity increases during injection, resulting in poor flowability and surface fibers floating on the parts.
This can be addressed by:
Increasing mold and injection temperatures.
Raising injection speed and pressure.
Enlarging the gate and shortening the runner.
One limitation that cannot be overcome when adding fiberglass is a decrease in the surface gloss of the product. Therefore, it is not possible to manufacture high-gloss, unpainted parts when fiberglass is added. Additionally, adding fiberglass may lead to increased wear of injection machine screws, reducing their lifespan. Continuous use may necessitate screw replacement every 1-2 years, resulting in increased injection costs.
By carefully considering these factors and implementing apolypropyleneropriate measures during material selection, design, manufacturing, and quality control, you can significantly reduce the risk of deformation in polypropylene plastic CNC machined parts.

 +86 15099911516
+86 15099911516


 Read more
Read more