16 years one-stop China custom CNC machining parts factory

Hey there I’m VMT Sam!
With 25 years of CNC machining experience we are committed to helping clients overcome 10000 complex part-processing challenges all to contribute to a better life through intelligent manufacturing. Contact us now
 302 |
Published by VMT at Aug 07 2021
302 |
Published by VMT at Aug 07 2021





In the global market, titanium alloy machining materials are mainly used in the aviation industry, national defense, military industry and other industries. Among them, the aviation industry has the largest application demand, accounting for about 50%, which is mainly used for the manufacture of aircraft and engines.
The strength of titanium alloy machined parts is very high in metal structural materials. Its strength is equivalent to steel, but its weight is only 57% of steel.
In addition, titanium alloy has the characteristics of small specific gravity, high thermal strength, good thermal stability, and good corrosion resistance. However, titanium alloy materials are difficult to cut and have low processing efficiency. Therefore, how to solve the problem of difficulty and low efficiency of titanium alloy machining?
What is a titanium alloy?
Titanium alloy refers to alloy metals made of titanium and other metals. Titanium is an important structural metal developed in the 1950s. Titanium alloy has high strength, good corrosion resistance and heat resistance. From the 1950s to the 1960s, high-temperature titanium alloys and structural titanium alloys were mainly developed for the fuselage of aero-engines.

Why is it difficult to machining titanium alloy parts?
① Low thermal conductivity. The thermal conductivity of titanium alloy is only about 16% of that of 45# steel. The heat cannot be transmitted in time during the machining process, resulting in localized high temperature of the cutting edge (the temperature of the tool tip is more than 1 times that of 45# steel during titanium machining), which easily leads to tool diffusion and wear.
②Serious machining hardening. The machining hardening phenomenon of titanium alloy is obvious, and the surface hardening layer is more serious than stainless steel, which will bring certain difficulties to subsequent processing, such as increasing tool boundary damage.
The characteristics of low thermal conductivity, severe work hardening, high affinity with tools, and small plastic deformation of titanium alloys are the fundamental reasons why titanium alloys are difficult to machining. Its machinability index is only equivalent to 20% of free-cutting steel.
The characteristics of titanium alloy machining materials
①High strength and light weight. (The strength-to-weight ratio is very high in metal structural materials)
②High temperature resistance. (Stable performance at 400-500℃)
③Titanium oxide, nitride, carbide, superior corrosion resistance
④Good affinity for objects
Process know-how of titanium alloy machining
1. CNC turning
Titanium alloy turned parts are easy to obtain better surface roughness, machining hardening is not serious, but the cutting temperature is high, and the tool wears quickly. In response to these characteristics, the following measures are mainly taken in terms of tools and cutting parameters:
Tool materials: YG6, YG8, YG10HT are selected according to the existing conditions of the factory.
Tool geometry parameters: suitable front and rear corners of the tool, and tool tip rounded corners.
The cutting speed is slow, the feed speed is moderate, the cutting depth is deep, and the cooling is sufficient. The tool tip cannot be higher than the center of the workpiece when turning the outer circle, otherwise the other parts of the tool will easily touch the workpiece. When the thin-walled parts are machined, the tool angle is too large , Generally 75-90 degrees.
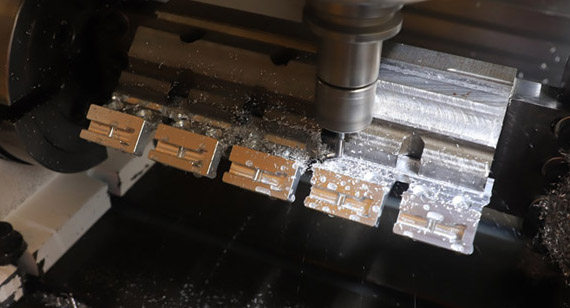
2. CNC milling
Titanium alloy milling parts are more difficult than turning, because milling is intermittent cutting, and the chips are easy to combine with the cutting edge. When the teeth with chips cut into the workpiece again, the chips are knocked off and take away a small piece of tool material. Chips will greatly reduce the durability of the tool.
Milling method: generally adopt down milling.
Tool material: high-speed steel M42.
Generally, down milling is not used for machining titanium alloy steel [IV]. Due to the influence of the screw nut clearance of the machine tool, during down milling, the milling cutter acts on the workpiece, and the component force in the feed direction is the same as the feed direction. The work table moves intermittently, causing the knife to hit. For down milling, the tool teeth hit the housing at the beginning of cutting, causing the tool to break. However, due to the up-milling chip changing from thin to thick, the tool is prone to dry friction with the workpiece during the initial cutting, which increases the sticking and chipping of the tool. In order to make titanium alloy milling machining smoothly, it should also be noted that compared with standard milling cutters, the rake angle should be reduced and the relief angle should be increased. The milling speed should be low, try to use sharp tooth milling cutter, avoid using relief tooth milling cutter.
3. Tapping
For the tapping of titanium alloy machined parts, due to the small chips, it is easy to stick to the blade and the workpiece, resulting in a large surface roughness value and a large torque. When tapping, improper selection of tap [V] and improper operation can easily cause mahcining hardening, extremely low processing efficiency, and sometimes the tap breaks.
You need to use the skipping tap first, the number of teeth is less than the standard tap, generally 2 to 3 teeth. The cutting taper angle should be large, and the taper part is generally 3 to 4 thread lengths. In order to facilitate chip removal, it can also be ground into a negative angle on the cutting cone. Try to choose short taps to increase the rigidity of the taps. The inverted taper part of the tap should be appropriately larger than the standard to reduce the friction between the tap and the workpiece.
Summarize
The focus of titanium alloy machining is low thermal conductivity. A large amount of high-pressure cutting fluid must be sprayed on the cutting edge in time and accurately to quickly remove the heat. The cutting of titanium alloy materials must be controlled in terms of tool materials, cutting fluids, and processing parameters to improve the overall efficiency of titanium alloy material machining.

 +86 15099911516
+86 15099911516



 Read more
Read more