16 years one-stop China custom CNC machining parts factory

Hey there I’m VMT Sam!
With 25 years of CNC machining experience we are committed to helping clients overcome 10000 complex part-processing challenges all to contribute to a better life through intelligent manufacturing. Contact us now
 253 |
Published by VMT at May 15 2025 | Reading Time:About 5 minutes
253 |
Published by VMT at May 15 2025 | Reading Time:About 5 minutes





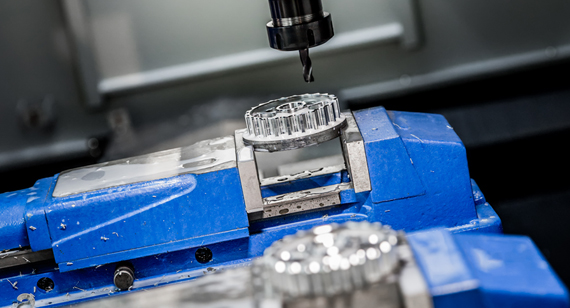
In the world of CNC machining, achieving optimal precision and efficiency is paramount. Manufacturers often grapple with the challenge of selecting the most suitable milling technique for their specific applications. The dilemma intensifies when choosing between down milling and reverse milling, each offering distinct advantages and potential drawbacks. Understanding these differences is crucial to prevent costly errors and ensure the production of high-quality CNC milling parts.
Down milling, also known as climb milling, involves the cutter rotating in the same direction as the feed, resulting in a smoother finish and reduced tool wear. Conversely, reverse milling, or conventional milling, has the cutter rotating against the feed direction, offering better control on harder materials but potentially leading to increased tool wear and surface imperfections. The choice between these methods depends on material properties, desired surface finish, and machine capabilities.
Having outlined the fundamental differences between down and reverse milling, it's essential to delve deeper into each method's specific advantages, challenges, and optimal applications. This comprehensive understanding will empower manufacturers to make informed decisions, enhancing the quality and efficiency of their CNC machining services.
Down milling, or climb milling, is characterized by the cutter rotating in the same direction as the workpiece feed. This alignment causes the cutting force to press the workpiece against the machine table, enhancing stability during machining. This method is prevalent in modern CNC machining factories due to its ability to produce superior surface finishes and extend tool life. However, it requires machines with minimal backlash and robust fixturing to prevent tool deflection and potential damage.

Longer Tool Life
In down milling, the cutting force direction reduces friction between the tool and workpiece, leading to decreased heat generation. This reduction in thermal stress minimizes tool wear, thereby extending the tool's operational lifespan and reducing replacement costs.
Low Cutting Load and Reduced Heat Generation
The chip thickness in down milling starts at its maximum and decreases, facilitating efficient heat dissipation through the chips. This process results in lower cutting temperatures, preserving the integrity of both the tool and workpiece.
Simpler Workpiece Clamping Requirements
The downward force in down milling presses the workpiece against the machine table, enhancing stability. This natural clamping effect simplifies fixturing requirements, particularly beneficial when machining thin or delicate components.
Better Surface Treatment
Down milling produces a cleaner cut with less material deformation, resulting in superior surface finishes. This quality is crucial in industries where aesthetic and functional surface integrity is paramount, such as aerospace and medical device manufacturing.
Higher Material Removal Rate
The efficient cutting action in down milling allows for higher feed rates and deeper cuts, increasing the material removal rate. This efficiency translates to shorter production times and improved throughput in CNC machining services.
Improved Surface Finish
The consistent cutting engagement in down milling minimizes tool marks and surface irregularities, yielding a smoother finish. This attribute reduces the need for secondary finishing operations, saving time and resources.
Better Chip Removal
Chips are ejected behind the cutter in down milling, preventing them from being recut and reducing the risk of surface damage. Efficient chip evacuation also maintains a cleaner cutting area, enhancing visibility and process control.
Climb milling—also known as down milling—offers several performance benefits in CNC machining, but it's not without its drawbacks. Understanding these limitations is critical to avoiding costly errors and selecting the right approach for your machining setup and project requirements. Despite its popularity in modern CNC machining factories, climb milling presents a few technical and operational challenges that should not be overlooked.
1. Risk of Tool Pull-In and Machine Damage
One of the most significant disadvantages of climb milling is the potential for tool pull-in. Since the cutter rotates in the same direction as the feed, the cutting force tends to draw the workpiece into the cutter. If the machine has any backlash—a small amount of play in the mechanical components—this pulling action can cause sudden tool engagement, leading to tool breakage, positional inaccuracy, or even damage to the CNC milling machine. This is especially concerning in older machines or those without proper backlash compensation systems.
2. Not Suitable for All Machines
Climb milling demands a rigid machine setup with minimal backlash and excellent mechanical stability. Machines that lack these features—such as older models or entry-level CNC machines—may struggle with this technique. The precision of climb milling depends heavily on the machine's ability to maintain tight tolerances under the downward cutting forces. Without the proper setup, you risk poor dimensional control and increased wear on the spindle and bearings.
3. Poor Performance on Hard or Abrasive Materials
When machining harder or more abrasive materials, climb milling can subject the tool to excessive forces at the point of initial engagement. Since the cutter enters the material at its thickest point, it can experience a sudden impact that may chip or dull the cutting edge more quickly. This effect is intensified in materials like hardened steel, titanium, or composites, making climb milling less suitable for these applications unless advanced tooling and extremely rigid machines are used.
4. High Entry Costs for Equipment
To safely and effectively perform climb milling, CNC machining factories may need to invest in higher-end machines with advanced backlash elimination systems, high rigidity, and better vibration damping. These systems come at a premium and may not be cost-effective for small-scale or budget-conscious operations. For businesses not ready to upgrade, conventional milling might remain the more reliable option, despite its lower surface finish or tool life.
5. Complicated Chip Removal in Some Setups
While climb milling generally improves chip removal, in certain setups—particularly those involving deep cavities or less-than-ideal tool orientations—chips can accumulate ahead of the cutter. This buildup can interfere with the cutting process, damage the tool, and reduce the quality of the final part. It’s crucial to maintain proper chip evacuation with optimized coolant flow and toolpaths.
Internal Link Suggestions:
If you're unsure whether your project would benefit more from down milling or reverse milling, consult with a CNC machining expert or explore case studies provided by experienced CNC machining factories.
While climb milling (also known as down milling) is a preferred CNC milling technique for many applications due to its cleaner finish and longer tool life, it is not without its unique challenges. These issues can affect machining quality, tool durability, and overall process reliability—especially in CNC machining factories that work with a wide range of materials and setups. Understanding these limitations is essential for manufacturers seeking consistent and cost-effective CNC machining services.

Not Suitable for Harder Materials
Climb milling performs best on softer, ductile materials like aluminum and mild steel. When applied to harder metals such as stainless steel, titanium, or hardened tool steels, this technique can introduce complications. In climb milling, the cutting edge of the tool engages the workpiece at its maximum chip thickness, which results in an aggressive bite. On harder materials, this aggressive entry leads to higher impact forces, causing the cutting edge to wear down or chip prematurely. Furthermore, the lack of gradual material engagement increases stress on both the tool and the machine. For applications involving tough materials, conventional (up) milling may offer better control and lower risk of damage.
Bounce
Bounce—or chatter—is a mechanical phenomenon that occurs when cutting forces cause the tool or workpiece to vibrate uncontrollably. In climb milling, the direction of force pulls the tool into the material, and if the CNC machine lacks sufficient rigidity or the fixturing is inadequate, this pulling force can lead to sudden tool deflections or “bounce.” This results in poor surface finish, dimensional inaccuracy, and even tool breakage. Bounce is especially common when machining thin-walled components or when using long, slender end mills. To reduce bounce, CNC machining parts should be properly supported, and the machine setup must be optimized for rigidity and damping.
Excessive Vibration
Vibration is another critical challenge associated with climb milling. Unlike conventional milling, where the cutting force pushes the tool away from the workpiece, climb milling draws the tool in. This difference can result in increased vibration—particularly in machines with backlash or inadequate stiffness. Excessive vibration not only affects the quality of the machined surface but can also accelerate spindle wear and compromise tool life. In extreme cases, vibration can lead to catastrophic tool failure or damage to the part. To mitigate this issue, advanced CNC machining factories employ modern machines equipped with high-speed spindles, balanced tooling systems, and real-time feedback mechanisms.
By identifying and managing these challenges early in the design and machining process, you can improve overall efficiency and ensure a successful outcome when using down milling in your CNC machining services.
Conventional milling, also known as up milling, remains an essential machining strategy in CNC operations. While it may not offer the same surface finish or tool longevity as down milling in many situations, it has distinct advantages that make it the preferred choice in specific conditions. Particularly in older machines, difficult-to-machine materials, or delicate operations, conventional milling can provide greater stability, reliability, and control. For CNC machining factories seeking predictable performance across varying applications, conventional milling still plays a crucial role.

Zero Backlash
One of the most important benefits of conventional milling is its resistance to backlash-related issues. In this method, the cutter rotates against the direction of feed, which means the cutting force pushes the workpiece away from the tool. This opposing force helps keep the tool engaged more smoothly with the workpiece, making it less susceptible to sudden shifts caused by backlash. This is especially valuable in older CNC machines or manual mills where mechanical backlash (the play between gear teeth or lead screws) cannot be completely eliminated. In contrast, down milling tends to pull the tool into the workpiece, which can exacerbate backlash if the machine isn't highly rigid or precisely calibrated.
Enhanced Stability
Conventional milling tends to produce more stable and controlled cutting conditions, especially when machining harder materials or using machines with limited structural rigidity. Since the cutting edge starts from zero chip thickness and gradually increases, the tool engages the material more gently. This gradual engagement reduces the risk of tool chipping and excessive wear, particularly on the initial contact. It also reduces the cutting shock, allowing the tool and workpiece to remain in better alignment throughout the operation. In CNC machining services that deal with brittle or work-hardened materials, conventional milling often delivers more reliable results.
Optimal Control
For parts requiring tight tolerances or intricate detailing, conventional milling offers better process control. The gradual entry into the material provides a tactile feel and visual predictability, which is especially beneficial for delicate operations like finishing passes or thin-wall machining. Additionally, in setups where material rigidity or clamping strength is a concern, conventional milling reduces the tendency of the workpiece to move or vibrate, thus improving overall machining accuracy. In CNC machining parts with varying geometries, the slower engagement of conventional milling can be advantageous for maintaining dimensional consistency.
Despite the popularity of down milling in modern CNC milling environments, conventional milling remains a dependable option for achieving precision, especially in challenging scenarios where machine limitations or part complexity require a more conservative approach.
While conventional milling (also called up milling) offers certain benefits such as better control and reduced backlash on older machines, it also presents several technical challenges that can impact machining quality and efficiency. Especially in modern CNC machining environments where speed, surface finish, and tool life are critical, these limitations often make down milling a more favorable option. Understanding the drawbacks of conventional milling is crucial when selecting the right process for manufacturing CNC milling parts, particularly in high-volume CNC machining services or precision-focused applications.

Overheating
One of the most significant drawbacks of conventional milling is excessive heat generation. Because the cutting edge begins by rubbing against the surface before fully engaging the material, the friction at the start of each cut is substantially higher. This leads to increased tool temperature and a higher risk of thermal wear. Over time, this thermal stress can degrade both the cutting tool and the workpiece, especially when machining tough materials like stainless steel or titanium. In CNC machining factories that rely on prolonged machining cycles or minimal coolant usage, overheating in conventional milling can reduce productivity and increase tooling costs.
Poor Quality Surface Treatment
In conventional milling, the tool exits the workpiece at a relatively steep angle, which tends to lift the material slightly and leave a rougher finish. This is in contrast to down milling, where the cutter pushes the material down into the workpiece, resulting in smoother surfaces. The upward cutting motion in conventional milling often leads to burr formation, chatter marks, and inconsistent surface texture, particularly on softer materials. For CNC milling parts where visual appearance and dimensional accuracy are priorities—such as in aerospace or medical components—this can necessitate additional finishing steps, increasing labor and cost.
Tool Damage
Conventional milling can also be harder on cutting tools. The engagement starts with minimal chip thickness, which increases the likelihood of rubbing instead of cutting. This rubbing dulls the tool more quickly, causing uneven wear and eventual chipping or breakage. Moreover, as the chip thickness increases toward the exit, the cutting edge endures a heavier load at the end of each pass, exacerbating tool fatigue. In high-speed CNC machining services or when cutting abrasive materials, this uneven load cycle shortens tool life significantly and may lead to unscheduled downtime or lower-quality parts.
Conventional milling has its place in specific CNC machining scenarios, but these challenges underscore the importance of careful process selection. For many high-precision and high-efficiency projects, alternative strategies like down milling often yield better results in terms of tool life, surface quality, and overall machining performance.

In the world of CNC machining, both climb milling (down milling) and conventional milling (up milling) serve as essential techniques, each offering distinct advantages depending on the application. Rather than viewing these methods as competitors, experienced machinists understand them as complementary tools—each valuable in specific scenarios. Knowing when and how to use them effectively is key to producing high-quality CNC milling parts while optimizing machine performance and cost-efficiency.
Climb milling is the modern go-to approach in most CNC machining services. It reduces tool wear, improves surface finish, and increases machining speed. In this method, the cutter engages the workpiece at its thickest point and exits at the thinnest, producing cleaner chips and exerting less upward force on the material. This makes climb milling ideal for precision machining, high-volume production, and softer material processing, where accuracy and tool longevity are critical.
On the other hand, conventional milling is often used when working with older machines, rough or uneven surfaces, or materials prone to hardening under heat. Since the cutter starts with zero chip thickness and increases as it exits, the process offers better stability on manual machines or less rigid setups. It also helps prevent tool pull-in, making it safer under certain conditions—especially when machining with backlash-prone equipment.
For CNC machining factories handling diverse part geometries and material types, the ability to switch between these two methods is crucial. For example, roughing may begin with climb milling for speed, followed by conventional milling for finishing passes that require absolute control and reduced vibration.
By treating climb and conventional milling as complementary tools, manufacturers can tailor their approach to each unique project, striking the right balance between precision, efficiency, and machine safety. This strategic flexibility is what separates standard CNC operations from truly optimized CNC machining services.
In CNC machining, selecting between climb milling (down milling) and conventional milling (up milling) isn’t just about preference—it’s a strategic decision that directly affects machining efficiency, surface quality, tool life, and part precision. Understanding when to use each method allows CNC machining factories to deliver optimal results for a wide range of materials and component geometries. This section outlines practical guidelines for choosing the right milling strategy based on workpiece material, machine rigidity, and desired outcomes.
When to Choose Climb Milling?
Climb milling, also known as down milling, is the preferred choice in modern CNC milling setups—especially when high-performance results are required. In this technique, the cutting tool rotates in the same direction as the feed motion, reducing friction and chip load. It’s particularly effective in automated environments and high-speed CNC machining services, offering benefits like cleaner cuts, longer tool life, and superior surface finishes.
When Working with Softer Materials
Climb milling excels in machining aluminum, brass, plastic, and other soft materials. These substrates are less prone to chipping or hardening under heat, allowing the tool to engage smoothly and remove material efficiently. Since the cutting force is directed downward, it minimizes tool deflection and reduces the chance of workpiece vibration—ensuring greater dimensional accuracy.
Achieve High Accuracy and Fine Surface Finish
In precision manufacturing, especially for medical devices, aerospace parts, and high-end electronics, climb milling is preferred for its ability to produce clean, burr-free surfaces. The tool enters the material with a full-width chip and exits with zero thickness, minimizing the risk of smearing and material deformation. As a result, the method is well-suited for finishing operations where tight tolerances and smooth surfaces are critical.
High Material Removal Rates in Roughing Operations
For roughing operations—where bulk material needs to be quickly removed—climb milling offers superior efficiency. The cutting action allows for faster feed rates and higher depths of cut, making it ideal for large-volume CNC machining parts. With proper toolpath planning, it significantly reduces machining time and overall production costs.
Avoid Climb Milling
Despite its advantages, climb milling is not always the best choice. Certain machining scenarios require the stability and control that only conventional milling can provide. This is especially true when working with harder materials or using less rigid equipment.
When Machining Harder Materials
When processing hardened steels or titanium, climb milling can produce excessive cutting forces at the tool's entry point, leading to tool chipping or premature wear. These materials can resist smooth chip formation, increasing the chance of work hardening. In such cases, the gradual chip thickness of conventional milling offers more control and reduces impact stress.
For Machines with Lower Stiffness
Older or lighter CNC machines with limited rigidity or noticeable backlash may struggle with the aggressive entry forces of climb milling. Because the cutting direction pulls the workpiece toward the cutter, any mechanical play or instability can cause vibration, chatter, or even tool pull-in. For these machines, conventional milling—where the cutter pushes against the feed direction—offers better control and process safety.
Choosing between climb and conventional milling depends on multiple factors—material type, machine capability, surface finish requirements, and production volume. A flexible, well-informed approach ensures CNC machining services are not only precise but also efficient and cost-effective.
When to Choose Conventional Milling?
While climb milling (down milling) is often favored in modern CNC machining environments, conventional milling (also known as up milling) remains highly valuable in specific scenarios. This technique, where the cutter rotates against the direction of the feed, provides increased control during the cut, making it a strategic choice in certain machining operations. Understanding when to choose conventional milling helps manufacturers improve safety, minimize tool damage, and achieve better results in difficult-to-machine conditions. Below are key situations where conventional milling is the preferred approach.
Dedicated Production Processes
In manual machining environments or older CNC systems with significant backlash, conventional milling is more reliable. Since the cutting force pushes the workpiece away from the cutter, it helps reduce the effects of backlash and avoids sudden tool pull-in. This makes it an ideal strategy for workshops running dedicated low-volume or prototype production on legacy machines.
Additionally, in fixture-heavy setups or jobs where stability is a concern, conventional milling adds an extra layer of control. It allows machinists to better manage chip load distribution, especially during the initial stages of cutting or when approaching the workpiece edge.
Simpler Part Geometries
For basic geometries, such as flat surfaces or straight slots, conventional milling offers sufficient precision without the need for high-speed machining. When high surface finish or rapid production isn't a priority, the method can be both effective and economical. It’s particularly useful in roughing operations where chips are directed away from the work surface and operators can manually adjust parameters for improved control.
Because conventional milling starts the cut at zero chip thickness and gradually increases it, it minimizes tool shock and is well-suited for brittle materials or castings with irregular surfaces, which might chip or fracture under a heavier load.
Cost Considerations
In some situations, cost-efficiency takes precedence over speed or finish quality. Conventional milling is a good fit for budget-sensitive jobs that don’t require tight tolerances. It allows for slower feed rates and conservative depths of cut, which can extend tool life and reduce wear-related costs. If the workpiece material is expensive or limited in supply, minimizing the risk of machining errors through controlled cutting becomes more important than fast removal rates.
Flexibility in Production Scheduling
In CNC machining factories handling custom jobs or mixed-material batches, conventional milling provides flexibility. It can be used as a backup strategy when tool paths or holding fixtures aren’t optimized for climb milling. If a machine is tied up with high-speed operations, simpler parts can still be processed conventionally without sacrificing machine uptime.
For example, when switching between different materials like mild steel and tool steel or when transitioning from prototype to mass production, conventional milling can offer a reliable baseline process that adapts well to varied conditions.
By knowing when to choose conventional milling, CNC machining professionals can enhance part quality, maintain process control, and extend machine and tool life—especially in scenarios that don’t suit aggressive or high-speed operations. This adaptability ensures CNC machining services meet diverse production needs without compromising on reliability or cost-effectiveness.
Optimizing cutting parameters is essential in both climb milling and conventional milling to ensure the best performance, tool life, and surface quality. Whether you're machining soft aluminum or tough stainless steel, parameters like feed rate, spindle speed, depth of cut, and toolpath strategy must be adapted based on the milling method, workpiece material, and machine condition. Poorly selected settings can lead to tool wear, vibration, poor surface finish, and even machine damage. In CNC machining, where precision and efficiency matter most, fine-tuning cutting parameters plays a critical role in maximizing productivity and part quality.
Machine Stiffness
Machine rigidity is a fundamental factor when choosing between climb milling and conventional milling—and it directly influences how aggressive your cutting parameters can be. Climb milling, for instance, works best on rigid, backlash-free machines because the cutting force pulls the workpiece into the cutter. On machines with poor stiffness or excessive backlash, this can cause tool deflection, chatter, and even breakage. In such cases, operators often default to conventional milling, which applies the cutting force in the opposite direction, pushing the part away and helping to dampen vibrations.
When optimizing cutting parameters, always consider your machine's stiffness. On a robust CNC milling machine, you can safely increase feed rates and depths of cut during climb milling, improving efficiency. Conversely, machines with lower rigidity demand more conservative parameters—such as slower speeds and lighter cuts—to maintain control and avoid resonance.
Toolpath Optimization
Toolpath strategy is just as critical as selecting the right milling technique. For climb milling, toolpaths should minimize sudden changes in direction and maintain consistent chip thickness to reduce cutting load variations. High-speed machining strategies—like trochoidal milling—are especially effective when using climb milling on hardened or complex materials.
In conventional milling, toolpaths should be designed to gradually engage the cutter, especially when starting at the edge of the material. Because conventional milling begins with zero chip thickness, entry points must be chosen carefully to avoid rubbing, which can overheat tools and degrade surface finish.
Also, the selection of entry and exit points, ramping angles, and engagement percentages can greatly influence tool life and surface quality in both methods. For CNC machining services, optimizing these paths ensures not just a quality part, but also maximum machining efficiency and lower tool wear.
Cooling and Lubrication
Proper cooling and lubrication are vital to stabilize temperature, reduce friction, and flush away chips during both climb and conventional milling. However, their roles become especially important when cutting at higher speeds or machining heat-sensitive materials. In climb milling, where heat builds up quickly due to aggressive cutting, high-pressure coolant or minimum quantity lubrication (MQL) can help manage temperature and reduce thermal expansion in both the tool and workpiece.
In conventional milling, effective chip evacuation is key, as chips are typically ejected in the direction of the cutter, risking re-cutting and damaging surface finish. Using air blasts, flood coolant, or mist systems helps prevent chip accumulation, improves surface treatment, and maintains consistent tool engagement.
Choosing the right coolant system also depends on the material. For example, aluminum may benefit from oil-based lubricants to prevent built-up edge, while stainless steel might require high-flow coolant to control heat and work hardening.
By focusing on optimal cutting parameters—adjusted for machine stiffness, toolpath planning, and effective cooling—CNC machining factories can achieve a perfect balance of speed, precision, and tool longevity. Whether you’re choosing climb or conventional milling, tuning these variables is the key to unlocking high-performance results in every project.
In climb milling (also known as down milling), the cutter rotates in the same direction as the feed of the workpiece. While this technique is known for producing better surface finishes, lower tool wear, and faster material removal rates, one less-discussed but important aspect is cutting geometry—especially negative cutting geometry and its implications.
What Is Negative Cutting Geometry?
Negative cutting geometry refers to the angle of the cutting edge of the tool. In negative rake geometry, the cutting edge is positioned behind the centerline of the tool, causing it to "push" against the material rather than "slice" through it. This results in higher cutting forces and typically more heat generation compared to positive rake tools. Negative rake tools are stronger and more durable, especially for roughing and for use on harder materials.
Why Is It Used in Climb Milling?
Although climb milling generally benefits from positive rake angles (for smooth, shearing cuts), there are scenarios where negative cutting geometry is used:
Challenges and Trade-offs
Using negative rake angles in climb milling isn't without drawbacks:
Strategic Use in CNC Machining Services
CNC machining services that specialize in both climb milling and reverse milling (conventional milling) understand when to deploy negative cutting geometry. For roughing, or when tool life is prioritized over surface quality, negative rake tools in a climb milling operation can deliver consistent and reliable performance. Advanced CNC machining factories often balance this by using negative rake tools for bulk removal, followed by positive rake tools for finishing.
When planning a project, machinists must assess:
By understanding the role of negative cutting geometry in climb milling, manufacturers can make informed tooling decisions that enhance performance, reduce costs, and meet strict part tolerances—especially in demanding CNC machining environments.
When it comes to optimizing performance in CNC machining, understanding the strengths and limitations of both climb milling (down milling) and conventional milling (up milling) is essential. Each technique offers distinct advantages that cater to different materials, machine capabilities, and production goals. Climb milling delivers smoother surface finishes, reduced heat generation, and improved tool life—especially when working with softer materials or requiring high precision. However, it can pose challenges like excessive vibration and is not ideal for harder materials or less rigid machines.
On the other hand, conventional milling offers better control, zero backlash, and increased operational stability, particularly when dealing with tough or abrasive materials. It is often preferred in situations where machine rigidity is a concern or where older, less robust equipment is being used. While it may not deliver the same surface finish as climb milling, its reliability and predictability are advantageous in many applications.
The key takeaway is this: no single method is universally superior. Instead, success in CNC milling depends on choosing the right strategy for the specific job. Factors like material hardness, machine stiffness, required surface quality, and tooling play a critical role in determining whether climb or conventional milling is more suitable.
To make the most of either method, work with experienced CNC machining factories that understand how to apply these techniques strategically. At VMT, we specialize in CNC machining services, including precision CNC milling for a wide range of industries. Whether you need high-precision CNC machining parts or guidance on process optimization, our expertise ensures you get the best results every time.
If you’re still unsure which milling method suits your project, don’t hesitate to contact VMT for expert consultation.

What is the difference between down milling and conventional milling?
Down milling (also called climb milling) cuts in the same direction as the tool rotation, pulling the workpiece into the cutter. Conventional milling (or up milling) cuts against the rotation, pushing the workpiece away. Down milling typically offers better surface finish and tool life, while conventional milling provides greater stability on older or less rigid machines.
What is the difference between up milling and down milling?
The key difference lies in the direction of the cutter's rotation relative to the feed. In up milling, the cutter rotates against the feed direction, causing a gradual cut-in. In down milling, the cutter rotates with the feed direction, leading to a cleaner entry and smoother finish but requiring more machine rigidity.
Why is down milling more popular than conventional milling?
Down milling is often preferred in modern CNC machining because it produces a better surface finish, reduces cutting force and heat, and extends tool life. However, it's more sensitive to machine backlash and is not ideal for harder materials or less rigid setups.
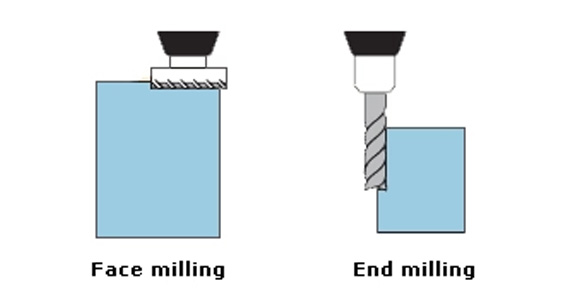
What are the three types of milling?
The three common types of milling are face milling (cutting on a flat surface), peripheral milling (cutting along the edge), and end milling (cutting slots, contours, and pockets).
Which is better, down milling or conventional milling?
It depends on the application. Down milling is better for high-quality finishes and efficient material removal, especially with rigid machines. Conventional milling is better for roughing harder materials or when using older machines with backlash issues.
What are the two basic types of milling?
The two basic milling methods are down milling (climb milling) and up milling (conventional milling). These define how the cutter engages the material.
Why is milling better than drilling?
Milling offers greater flexibility than drilling. It can cut in multiple axes, handle complex geometries, and perform operations like slotting, contouring, and facing, while drilling is limited to vertical holes.
What is tilt milling?
Tilt milling involves angling the cutting tool or workpiece to mill at non-orthogonal angles. It’s useful in 5-axis CNC machining to reach hard-to-access features and improve tool orientation for complex parts.
Why is milling called milling?
The term “milling” comes from the rotary movement of the cutter, which removes material from a workpiece similarly to how a traditional mill grinds grain.
What is backlash in machining?
Backlash is the slight movement that occurs when the direction of travel is reversed in a machine. It can affect precision, especially in down milling, if not properly compensated by CNC control.
Which is better, down milling or conventional milling?
This repeats an earlier question, but to reinforce: Down milling is generally better for smoother finishes and longer tool life, while conventional milling offers better control in challenging setups.
What is the difference between turning and milling?
Turning involves rotating the workpiece while the cutting tool remains stationary (commonly done on a lathe). Milling keeps the workpiece stationary while the cutting tool rotates and moves along different axes.
What is the difference between CW and CCW milling?
CW (clockwise) and CCW (counterclockwise) milling refer to the rotation of the tool relative to the spindle and feed direction. The direction affects chip flow and determines whether you are performing climb or conventional milling.

 +86 15099911516
+86 15099911516



 Read more
Read more