16 years one-stop China custom CNC machining parts factory

Hey there I’m VMT Sam!
With 25 years of CNC machining experience we are committed to helping clients overcome 10000 complex part-processing challenges all to contribute to a better life through intelligent manufacturing. Contact us now
 568 |
Published by VMT at May 16 2025 | Reading Time:About 8 minutes
568 |
Published by VMT at May 16 2025 | Reading Time:About 8 minutes





Struggling to manufacture parts with multiple diameters or stepped profiles using a single setup? Many engineers and machinists face inefficiencies and increased costs when producing complex cylindrical components. Step turning solves this problem with a streamlined lathe operation that enables accurate, multi-diameter cuts in one go. If you've ever wondered how to increase precision and reduce machining time in your lathe projects, step turning may be the solution you're looking for.
Step turning is a lathe machining process used to create multiple diameters or "steps" along the length of a cylindrical workpiece. It involves turning the part in stages, typically using a CNC lathe, and is ideal for producing shafts and mechanical components with varying cross-sections. This process improves efficiency, accuracy, and part uniformity in CNC turning operations.
Now that we’ve introduced step turning and its primary purpose, let’s explore how this machining technique works, how it differs from other lathe operations, and why it is widely used across industries such as automotive, aerospace, medical, and oil and gas. We’ll also compare step turning with other turning methods and explain when it's the right choice for your CNC turning needs.
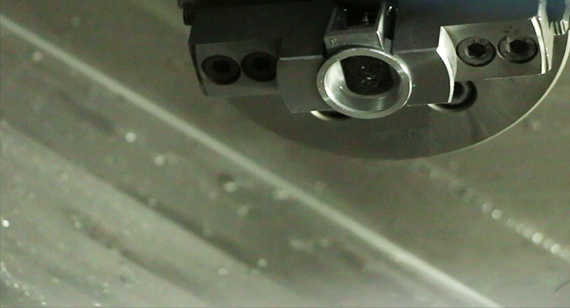
Step turning is a fundamental lathe operation used in CNC turning services to machine cylindrical components that feature two or more distinct diameters along their axis. These “steps” are essentially changes in diameter, and each step is created by machining away material from a rotating workpiece in a precise, controlled manner. The process is performed on a CNC lathe using a turning tool that moves parallel to the axis of the part, making it highly efficient for producing shafts, rods, and similar components.
In a typical step turning operation, the lathe spins the workpiece while the cutting tool gradually removes material to form a series of cylindrical sections with defined lengths and diameters. These dimensions are usually pre-measured and marked on the workpiece before machining begins. Each step must meet strict dimensional and tolerance requirements, making CNC turning the preferred method due to its precision and repeatability.
Step turning plays a vital role in the production of CNC turned parts such as gearbox shafts, valve stems, and robotic actuators. It’s especially valuable in CNC machining factories that serve industries like automotive, aerospace, and oil and gas, where components often require multiple diameters and exact fits.
Compared to manual methods, CNC step turning significantly reduces production time, minimizes human error, and allows manufacturers to produce complex geometries in a single setup. This not only boosts efficiency but also ensures consistency across high-volume production runs. For any CNC machining service provider, mastering step turning is crucial to meeting modern engineering demands.

Step turning and taper turning are both essential CNC turning operations, but they serve very different purposes and produce distinct geometries. While both processes are used to reduce the diameter of a rotating workpiece on a lathe, the shape and transition between sections set them apart.
Step turning involves machining a series of cylindrical sections with abrupt changes in diameter. These changes create a “stepped” profile, where each section has a specific length and diameter, resulting in clearly defined transitions. This method is ideal for components like shafts or rods that need multiple precise diameters for fitting into assemblies or bearings.
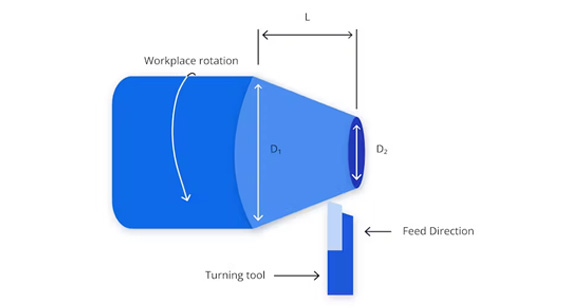
Taper turning, on the other hand, creates a smooth, angled transition between a larger and smaller diameter. The resulting profile is conical, not cylindrical. This technique is commonly used when parts need to fit into tapered bores or require gradual force distribution, such as tool holders, spindles, and pipe fittings. Taper turning is achieved by setting the tool path at an angle to the workpiece’s axis, either through compound slide movement or lathe offsetting.
In CNC machining services, it’s critical to choose the correct method based on the part’s design. While both operations use similar tools and equipment, their applications differ widely. Step turning is more suitable for parts that require defined shoulder transitions, whereas taper turning excels in creating components with gradual, angular profiles.
Understanding this difference helps CNC machining factories deliver high-precision CNC turned parts for various applications, from automotive drive shafts to aerospace couplings.

The primary purpose of step turning is to machine a cylindrical workpiece into multiple distinct diameters with sharp transitions between each step. This operation is crucial in the production of CNC turned parts that require different dimensional zones for mechanical or assembly functions. Rather than creating a smooth or uniform profile, step turning is used when precision shoulders or bearing seats are needed on a shaft or rod.
In CNC turning, step turning is a standard technique used to manufacture parts that must interface with other components at different diameters. For example, a shaft might need a smaller diameter section to fit through a bearing and a larger diameter to connect to a gear. These stepped transitions must be accurately produced to meet both functional and tolerance requirements, especially in high-performance applications such as automotive, aerospace, and medical devices.
Another key purpose of step turning is to simplify secondary machining or assembly operations. By pre-defining steps in the turning phase, manufacturers can avoid additional milling or grinding, improving efficiency and reducing lead time. This makes step turning a cost-effective solution in CNC machining services, where precision and production speed are essential.
Furthermore, step turning supports the production of complex shafts, sleeves, and spacers that require multiple diameters within a single setup, minimizing repositioning and improving accuracy. CNC machining factories rely on this method to ensure repeatability, lower production costs, and tighter dimensional control in mass production scenarios.
Step turning is widely used across a variety of industries where components with multiple diameters are essential to the function, fit, or assembly of a product. Because it enables the creation of parts with precise, stepped profiles, step turning plays a critical role in sectors that require CNC turned parts with high dimensional accuracy and consistent quality.
In the automotive industry, step turning is used to produce components like drive shafts, axles, and gearbox shafts, where different diameters are needed for fitting into bearings, housings, or gear interfaces. These stepped features allow for exact alignment and secure assembly, often without requiring secondary operations.
In the aerospace sector, the technique is commonly applied to landing gear struts, engine shaft sections, and turbine rotor parts, where each section of a shaft must meet tight tolerances and serve distinct mechanical purposes. The ability of CNC turning machines to precisely execute these steps ensures safety, performance, and compliance with strict regulatory standards.
Medical device manufacturers also rely on step turning for producing items such as surgical tool handles, support rods, and implantable components. The sharp transitions between diameters in these tools are often necessary for ergonomic handling, assembly with other parts, or controlled insertion into human tissue.
Other industries such as oil and gas, electronics, robotics, and general manufacturing frequently require step-turned components like valve stems, spindles, actuator shafts, and tool holders. For these applications, step turning performed by experienced CNC machining factories ensures that parts are not only precise but also economically produced in both small and large volumes.
Step turning is distinct from other turning processes in both its objective and execution. While all turning operations involve removing material from a rotating workpiece using a cutting tool, step turning focuses on creating a series of clearly defined diameters or "steps" along the axis of a cylindrical part. This gives the component a staircase-like profile with abrupt changes in diameter.
In contrast, straight turning is used to reduce the diameter of a workpiece to a uniform size along its length. The tool moves parallel to the workpiece’s axis, resulting in a smooth, continuous surface without any changes in diameter. Straight turning is ideal for producing shafts, rods, and similar components that do not require multiple levels or segments.
Another type of turning often compared to step turning is taper turning. Taper turning gradually changes the diameter of a workpiece along its length, creating a conical shape rather than distinct steps. This process is commonly used in applications where components must fit tightly into mating parts, such as in spindle tapers or drill sleeves.
Unlike facing, which is a turning operation performed perpendicular to the axis of the workpiece to create a flat surface on the end, step turning involves axial tool movement and is intended for shaping the body rather than the ends of the part.
The key difference lies in the geometry of the final product. CNC turning services offering step turning require precise control and measurement to ensure that each diameter and shoulder is correctly machined. This makes step turning ideal for parts that must interface with multiple components or serve in mechanical systems with varying load paths or assembly constraints.
Turning and milling are both fundamental machining processes in the world of CNC machining, but they are not the same. They differ significantly in their methods, applications, machine design, and the types of parts they are best suited for.
Core Difference in Operation
The primary difference lies in how the material is removed from the workpiece. In turning, the workpiece rotates while a stationary cutting tool is fed into it. This process is ideal for creating cylindrical parts and is typically performed on a lathe. Step turning is a perfect example of a turning operation, where multiple diameters are produced on a single rotating part.
In milling, it’s the cutting tool that rotates, and the workpiece remains stationary or moves in coordination with the tool. Milling is done using CNC milling machines and is best suited for creating flat surfaces, slots, pockets, and complex 3D contours.
Application Suitability
Turning is generally used to produce round, symmetrical components such as shafts, pins, or bushings. Milling, on the other hand, is more versatile in creating components with irregular shapes, intricate features, and detailed geometries such as brackets, housings, and custom enclosures.
Machine Design
CNC turning machines (also called lathes) hold the workpiece in a chuck and spin it at high speeds, while CNC milling machines use spindles to rotate the cutting tool. Some advanced machines, like mill-turn centers, combine both capabilities into a single setup, offering enhanced versatility.
Choosing Between Turning and Milling
The choice between turning and milling depends on the geometry and functional requirements of the part. If you're manufacturing CNC turned parts such as stepped shafts or threaded rods, turning is the better choice. If you're machining parts with complex profiles or multiple planes, CNC milling is more suitable.
For more insights, you can explore our in-depth comparison of CNC turning vs. CNC milling, which breaks down their advantages, disadvantages, and best-fit use cases.
To better understand how this process is performed in real-world settings, let’s move on to the Step-by-Step Process of Step Turning.
Step turning is a lathe-based CNC turning operation used to create components with multiple diameters along their length. This structured technique involves careful planning, precision measurement, and stepwise tool control to achieve the desired stepped profile. Below is a detailed step-by-step breakdown of how the step turning process is executed in a CNC machining environment.

Step 1: Tool Fixing
Before beginning the operation, the appropriate turning tool must be securely fixed onto the tool post or turret of the CNC lathe. The tool must be aligned accurately along the axis of the workpiece. Precision is critical here; even a slight misalignment can result in uneven diameters or a poor surface finish. At VMT CNC machining factories, we ensure tool integrity and calibration before every operation.
Step 2: Facing the End
The first machining step is facing—this process involves making a flat surface at the end of the workpiece, ensuring it's perfectly perpendicular to the axis. This creates a precise reference point for measuring all subsequent steps during the step turning process. A clean, accurate face is essential for ensuring correct step lengths and consistent depth cuts.
Step 3: Measuring and Marking
Using a vernier caliper or digital measuring tool, machinists measure and mark the locations where each diameter change will occur. These measurements are input into the CNC control software if automation is used or marked directly on the part if done manually. This planning step reduces errors and sets a clear path for the toolpath during machining.
Step 4: Depth of Cut
Before the cutting begins, the depth of each cut is set according to the required step diameters. In CNC programs, this is specified in the toolpath code. Depth of cut decisions are based on the material type, tool type, machine rigidity, and desired finish. Typically, rough passes are used first, followed by finer finishing passes.
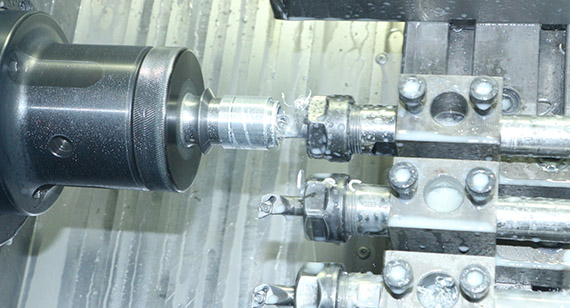
Step 5: Step Turning Process
The tool is fed longitudinally along the workpiece to cut the first diameter section. Once that section is complete, the tool retracts, moves to the next step mark, and cuts the next segment with a different diameter. This process is repeated until all steps are completed. The finished component is then inspected for dimensional accuracy and surface quality.
Step turning is a versatile CNC turning technique widely used to manufacture components with multiple diameters along the same axis. However, not all materials are equally suited for this process. The choice of material significantly influences machining speed, tool wear, surface finish, and dimensional accuracy. Whether you are producing automotive shafts or surgical components, selecting the right material is crucial to ensure precision and cost-efficiency. In this section, we explore the metals and plastics most commonly used in step turning applications, providing insight into how material properties affect CNC turning performance.

What Metals Are Suitable?
Metals are the most common material group used in step turning due to their strength, durability, and compatibility with CNC machining services. Common metals used include:
Aluminum: Lightweight, corrosion-resistant, and easy to machine, aluminum is widely used for CNC turned parts in aerospace, automotive, and electronics industries. It allows for high-speed turning and produces excellent surface finishes.
When working with CNC machining factories, selecting the correct metal can significantly improve efficiency and reduce tool wear during step turning operations.
What Plastics Are Suitable?
While metals dominate step turning, engineering plastics are increasingly used in industries requiring lightweight, corrosion-resistant components. Suitable plastics for step turning include:
Plastics used in CNC turning must be carefully selected based on mechanical, thermal, and chemical requirements. Choosing the right plastic ensures long-lasting performance and cost efficiency in CNC machining services.
Choosing the right workpiece for step turning is essential to achieving high precision, reducing waste, and ensuring cost-effective CNC machining services. Whether the component is made of metal or plastic, it must meet certain criteria to be suitable for CNC turning. Proper workpiece selection not only influences the ease of machining but also determines the final quality and performance of the part. In this section, we outline the key factors that CNC machining factories and engineers should consider when selecting materials and shapes for step turning.
Dimensional Stability and Uniformity
One of the most important criteria when selecting a workpiece is dimensional stability. The raw material must maintain consistent dimensions throughout the machining process. Warped or irregularly shaped bars can lead to uneven cuts, inaccurate diameters, and increased tool wear. For CNC turned parts with tight tolerances, such as shafts or surgical instruments, any dimensional deviation in the raw stock can compromise part quality. Materials should also be free from internal stresses that could lead to distortion during machining.
Machinability
The machinability of the material greatly affects productivity and tool life. Metals like aluminum and brass, and plastics such as Delrin and nylon, are easier to machine and ideal for step turning. Harder materials like stainless steel or titanium require specialized tooling and lower speeds, which can increase operational costs. Therefore, the material should match both the part requirements and the capabilities of your CNC turning services provider.
Shape and Size Compatibility
The shape and size of the raw material must be compatible with CNC turning machines, particularly the lathe chuck size and tool reach. Most step turning operations start with round bars, but square or hexagonal profiles can be used if properly prepared. The length of the workpiece must also allow sufficient clearance for tool movement and part stability. Selecting correctly sized stock helps reduce setup time and ensures consistent results.
Application Requirements
The final use of the part should also guide material and workpiece selection. For instance, components used in medical devices must be made from biocompatible materials like stainless steel or PEEK. Automotive shafts require materials with high strength and fatigue resistance. Electronics parts, such as actuator rods or motor shafts, may prioritize low weight and thermal stability. Understanding the end-use ensures that the workpiece meets performance and safety standards.
Performing step turning accurately and efficiently requires the right set of tools and equipment. Whether you're working in a small shop or a large CNC machining factory, equipping your setup with the appropriate tools ensures precision, repeatability, and optimal performance. From holding the workpiece securely to measuring diameters and executing precise cuts, each component in the toolchain plays a critical role. Below is a breakdown of the essential tools and equipment used in CNC turning services for producing high-quality CNC turned parts via step turning.
1. Lathe Machine
The lathe is the core machine tool used for step turning. In CNC turning, a CNC lathe automates the cutting process, improving precision and consistency. The lathe rotates the workpiece while a fixed tool removes material to form various diameters in steps. For complex geometries or tight tolerances, a modern CNC lathe equipped with programmable logic and automatic tool changers is ideal. Manual lathes can also perform step turning but require a skilled operator and more setup time.

2. Vernier Caliper
A vernier caliper is crucial for measuring the outer diameter of the workpiece both before and during the turning process. Accurate measurement ensures that each step reaches the specified size, especially in applications where tolerances are tight, such as aerospace or medical device components. In CNC machining services, calipers are used during quality control to verify dimensional accuracy at various stages of production.

3. Separation Tool (Parting Tool)
The separation tool, also known as a parting tool, is used to cut off the finished part or to create grooves between steps. It allows for clean transitions between different diameters and ensures proper depth control. When producing multiple steps in a single setup, the separation tool helps maintain sharp shoulders and avoid blending, which is essential in precision CNC turned parts.
4. Turning Tool
The turning tool is responsible for material removal and shaping each step. Different turning tools may be used depending on the material—carbide tools for hard metals or high-speed steel for general use. CNC turning machines can automatically switch between tools to optimize the cutting process for each section of the part. The sharpness and positioning of the turning tool significantly affect surface finish and dimensional accuracy.
Optional Tools
In addition to the essentials, other tools such as digital micrometers, tool presetters, coolant nozzles, and chip conveyors enhance productivity and quality. These tools are particularly common in CNC machining factories that specialize in high-volume CNC machining services where consistency and speed are paramount.
Whether you're performing step turning manually on a traditional lathe or through a CNC lathe, safety and precision are top priorities. Even a minor mistake during the operation can lead to part failure or serious injury. To ensure smooth execution of the step turning process, it’s essential to follow both safety protocols and technical best practices. These precautions apply across the board—from small-scale projects to high-volume CNC machining services provided by advanced CNC machining factories.
Wear Safety Equipment Such as Goggles and Aprons
Always wear the proper personal protective equipment (PPE) during step turning operations. This includes safety goggles, aprons, ear protection, and gloves. Metal and plastic chips generated during CNC turning can easily cause injuries from splinters or hot debris. Goggles protect the eyes from flying particles, while aprons shield the body from burns or sharp edges. In any CNC machining workshop, safety gear is non-negotiable for all operators.
Observe Construction Regulations for Safe Operation of Lathes
Every lathe—manual or CNC—has specific safety instructions and operating procedures. Before initiating a CNC turning or step turning job, operators must review the machine manual, understand emergency shutdown procedures, and check all system settings. For CNC machines, it’s also critical to verify the correctness of G-code programs to avoid tool collisions or damage. Strict adherence to safety standards ensures smooth operation in both small shops and large CNC machining factories.
Check the Diameter with a Vernier Caliper at the End of the Turning Operation
Dimensional accuracy is vital in step turning. After each pass, use a vernier caliper to measure the diameter of the turned section. This is especially important for multi-step shafts, where cumulative errors can affect fit, function, and assembly. For industries demanding high-precision CNC turned parts—such as aerospace or medical equipment—verifying each step ensures compliance with tolerance requirements and maintains product integrity.
Make Sure the Tool is Sharpened Before Each Operation
Tool sharpness has a direct impact on surface quality, dimensional precision, and machining efficiency. Before beginning any step turning process, ensure that the turning tool is properly sharpened, securely mounted, and free of wear or chipping. A dull tool increases cutting resistance, causes poor surface finish, and leads to thermal stress or tool breakage. Regular maintenance or replacement of tools is a standard practice in professional CNC turning services environments.
Step turning is one of the most practical and frequently used operations in CNC turning, offering exceptional control over the creation of parts with varying diameters along a single axis. Because of its ability to produce stepped cylindrical features with tight tolerances and repeatable accuracy, this process is widely adopted across industries. From CNC machining factories manufacturing thousands of identical parts to custom CNC machining services for precision components, step turning plays a pivotal role in the modern manufacturing ecosystem. Below is a detailed breakdown of its real-world applications and the types of parts commonly produced using this technique.

In the automotive industry, components such as axles and transmission shafts often require multiple diameters along their length to accommodate different mechanical and structural functions. Step turning is an efficient way to manufacture these parts with high accuracy and consistent surface finishes. These CNC turned parts must often interface with bearings, housings, and gears, making dimensional accuracy critical. Step turning helps achieve this precision in fewer setups, reducing cycle times while maintaining quality—a major benefit in high-volume automotive CNC machining.
Aerospace Industry
The aerospace sector demands precision, strength, and reliability. Step turning is crucial in manufacturing components like landing gear struts and turbine shaft steps, where step profiles are needed for load-bearing and assembly. The process allows aerospace CNC machining services to maintain tight tolerances, which are essential for performance and safety in flight-critical applications. With aerospace parts typically being made from high-strength alloys, step turning provides an efficient solution without compromising material integrity.
In the medical field, step turning is used to produce ergonomically designed surgical tool handles, support shafts, and parts for mobility aids like canes. These CNC turned parts require not only accuracy but also smooth finishes to meet hygiene and usability standards. Step turning ensures seamless transitions between diameters for comfortable grips and secure connections. Medical CNC machining services also benefit from the flexibility of step turning, which supports a wide range of biocompatible materials, from stainless steel to engineered plastics.
Oil and Gas Industry
The oil and gas industry relies on rugged, high-performance parts to withstand harsh environments and mechanical stress. Step turning is extensively used to manufacture pump shafts, valve stems, and drill string joints—components that often require multi-diameter geometry for assembly and pressure management. With CNC machining factories offering large-scale production of these parts, step turning enables efficient workflows and reduced waste while meeting strict industry standards for safety and performance.
Electronics and mechatronics often involve compact, precision components with tight dimensional tolerances. Step turning is particularly effective for parts like actuator stems and motor shafts, where different diameters are necessary to support bearings, gears, or housings. The precision offered by CNC turning ensures functional reliability and performance, making this process a go-to solution for electronics manufacturers and CNC machining services working in high-tech sectors.
Machining Equipment
Step turning is commonly applied in the production of essential machine components like toolholders and spindles. These parts must exhibit high mechanical strength and dimensional accuracy to ensure proper alignment and force transmission. Step turning enables the efficient shaping of these multi-diameter parts in a single setup, reducing production time and tool changes. Whether produced by in-house machining departments or external CNC machining factories, these components benefit greatly from the stability and repeatability of the step turning process.
General Manufacturing
In general manufacturing, step turning is valued for its versatility and adaptability across a broad range of CNC machining services. From custom threaded fasteners to conveyor rollers and hydraulic cylinders, many components feature stepped sections that require careful turning operations. Step turning allows manufacturers to produce parts with varied diameters efficiently while maintaining surface quality, making it a staple operation in nearly every modern machining environment.
Here is a table summarizing the applications and applicable parts for step turning across various industries:
| Industry |
Applicable Parts |
| Automotive |
Axles, drive shafts, transmission shafts |
| Aerospace |
Landing gear struts, turbine shaft steps |
| Medical Devices |
Surgical tool handles, medical canes, surgical instruments, support shafts |
| Oil and Gas |
Pump shafts, valve stems, drill string joints, stepped pipes, mechanical parts |
| Electronics |
Actuator stems, spindle sleeves, motor shafts, mounting sleeves |
| Machinining Equipment |
Toolholders, spindles |
| General Manufacturing |
Threaded fasteners, hydraulic cylinders, conveyor rollers |
This table clearly outlines how step turning is applied in different sectors and which CNC turned parts are commonly produced using this technique.
The duration of the step turning process can vary significantly depending on several factors, including the complexity of the part, the material being machined, machine setup time, and the level of precision required. In general, a simple step turning operation can take anywhere from a few minutes to half an hour, while more intricate or large-scale components may require several hours of machining and inspection.
For straightforward geometries with only a few steps, modern CNC turning machines equipped with automatic tool changers and precise control systems can complete the job rapidly. These machines minimize downtime between operations, making them ideal for mass production or repeatable CNC turned parts. In a CNC machining factory environment, a highly optimized production line using step turning techniques can produce hundreds or even thousands of identical components in a single day, depending on the cycle time per part.
However, parts with multiple diameter transitions, tighter tolerance bands, or complex finishing requirements will naturally take longer. Factors like additional measurements, tool wear adjustments, or material-specific cutting speeds (e.g., slower feeds for hard metals or plastics that are prone to warping) can extend the process duration. Also, some CNC machining services may build in extra time for quality control checks, especially in high-stakes industries like aerospace or medical device manufacturing.
In summary, while step turning is a relatively efficient operation, the actual processing time is highly dependent on the specific project requirements, and estimating duration accurately requires evaluating the material, part geometry, and equipment capabilities.
Step turning is known for its high level of dimensional accuracy, especially when performed on modern CNC turning machines. In most professional CNC machining factories, step turning operations can achieve tolerances as tight as ±0.005 mm (±0.0002 inches), depending on the material, machine capability, and tool condition. This level of precision makes step turning a preferred method in industries such as aerospace, medical devices, and automotive, where component uniformity is non-negotiable.
The accuracy of step turning is influenced by several key factors. First is the machine itself—CNC turning equipment with advanced control systems and rigid construction ensures minimal vibration and consistent tool positioning. Second, the condition and geometry of the cutting tool play a critical role; a sharp, properly set tool can make clean cuts and maintain consistent step diameters along the workpiece.
Additionally, the operator’s setup and inspection process affect accuracy. Proper measurement during and after machining—using tools like vernier calipers, micrometers, or coordinate measuring machines (CMM)—helps confirm each step’s dimensions. Real-time feedback and adjustments during CNC programs also enhance repeatability, particularly when producing large volumes of CNC turned parts.
It’s also important to consider thermal effects. Excessive heat can cause material expansion, slightly altering dimensions if not managed with proper coolant flow or cutting parameters. That’s why many CNC machining services prioritize temperature control and use simulation software to validate part geometry before production.
In conclusion, step turning provides exceptional accuracy suitable for both prototypes and high-volume production. When performed in a professional CNC machining environment, it ensures consistency, reduces waste, and meets the tight specifications demanded by modern engineering applications.
Step turning remains a vital technique in modern CNC machining due to its efficiency, versatility, and suitability for producing components with varying diameters. Especially when performed using advanced CNC turning systems, it offers a unique combination of speed and precision that traditional methods may struggle to match. This section outlines the key benefits and limitations of step turning to help you determine if it’s the right process for your manufacturing needs.

What Are the Advantages of Step Turning?
The advantages of step turning are numerous, particularly when implemented in CNC machining environments. From production speed to dimensional control, step turning allows for the manufacturing of complex parts with efficiency and consistency. Below are the core benefits of using step turning in your CNC machining services or production workflows.
1. Multiple Diameter Machining in a Single Setup
One of the biggest advantages of step turning is its ability to produce multiple diameters on a single workpiece without needing to reposition it. In a CNC lathe, the cutting tool moves across predefined coordinates to create precise steps or shoulders, eliminating the need for secondary machining setups. This reduces time and labor, enhancing production throughput for CNC turned parts.
2. Speed
Step turning significantly reduces the overall machining cycle by allowing operators to finish complex geometries in one continuous process. This not only improves output in high-volume CNC machining factories, but also minimizes machine idle time and tool changeovers. The efficiency makes step turning especially advantageous in fast-paced industries like automotive and electronics.
3. Reduced Thermal Stress in Transition Zones
Because step turning cuts progressively along different diameters, the process distributes heat more evenly compared to aggressive material removal techniques. This helps reduce thermal deformation and residual stress in the transition zones between steps—an important consideration in aerospace and medical applications where precision and material integrity are crucial.
4. Short Cycle Times
Thanks to automation and minimal repositioning, CNC step turning achieves shorter cycle times than traditional turning methods. This is beneficial for both prototyping and large-scale manufacturing, where time-to-market is a key factor. CNC control systems can optimize toolpaths and speeds, reducing human intervention and maximizing operational efficiency.
5. Complex Shafts
Step turning is ideal for producing complex shafts that require varying diameters, shoulders, or grooves. This is common in automotive axles, aerospace shafts, and robotics. The ability to generate such features in one operation allows engineers to design intricate geometries without worrying about multiple fixtures or operations.
6. Precision Requirements
In precision-critical industries, step turning delivers tight tolerances with repeatability. CNC systems guide the tool path precisely, ensuring that each diameter or shoulder meets exact design specifications. This capability is essential for manufacturing CNC turned parts used in surgical tools, measurement equipment, or any product requiring high dimensional accuracy.
7. Surface Finish
A properly performed step turning operation can produce excellent surface finishes, especially when using sharp tools, optimal feeds, and cutting speeds. Smooth finishes reduce the need for secondary finishing processes like grinding or polishing, which can save both time and cost in CNC machining production.
8. Low Cost
When performed efficiently, step turning reduces overall production costs. By completing multiple diameters in a single setup and eliminating the need for additional tooling or processes, it saves labor, machine time, and material handling. These efficiencies add up, making step turning a cost-effective solution for small and large batch manufacturing.
Here’s a comprehensive table summarizing the advantages of step turning for easy comparison:
| Advantages |
Description |
| Multiple diameter machining |
Allows production of parts with different diameters in a single setup, reducing repositioning and setup time. |
| Speed |
Efficient for producing stepped features quickly, improving cycle time for compatible parts. |
| Reduced thermal stress |
Proper chip removal and cutting path reduce heat concentration at transition zones, preserving material integrity. |
| Short cycle times |
Enables faster turnaround by minimizing secondary operations and tool changes. |
| Complex shaft production |
Ideal for shafts with multiple diameters and step-based features, especially in automotive and aerospace applications. |
| Precision |
Capable of delivering tight tolerances with high repeatability when using CNC turning setups. |
| Surface finish |
Offers good surface quality, especially when combined with correct cutting parameters and sharp tools. |
| Low cost |
Reduces labor and tool change needs, lowering overall production costs in medium to high-volume manufacturing. |
What Are the Disadvantages of Step Turning?
While step turning offers many operational and economic benefits in CNC turning and CNC machining services, it also comes with certain limitations. These drawbacks can impact the feasibility, quality, and cost-efficiency of the process depending on the material, part design, and equipment used. Understanding the potential disadvantages is essential for engineers, machinists, and manufacturers who aim to select the right turning process for their specific application.
1. Geometry Limitations
One of the primary drawbacks of step turning is its limitation in creating complex or non-linear geometries. Step turning is designed to produce cylindrical shapes with straight shoulders or distinct diameter changes. If a part requires curves, tapers, or intricate profiles, additional machining processes—like taper turning or CNC milling—may be needed. This limitation restricts its use in designs where smooth transitions or sculpted contours are essential, thereby reducing its versatility in certain industries like aerospace or precision optics.
2. Material Waste
Because step turning involves removing material to form successive steps, it can generate more waste compared to near-net-shape processes. This is especially concerning when working with expensive materials like titanium, stainless steel, or specialty plastics used in CNC machining factories. Excessive chip production not only increases raw material costs but also requires proper chip evacuation systems and disposal management, further adding to operational overhead.
3. Surface Preparation Issues
Although step turning can produce a reasonably good surface finish, improper tool selection, worn tools, or incorrect cutting parameters can lead to surface imperfections such as chatter marks, rough transitions, or inconsistent finishes across steps. These issues may require additional surface finishing or polishing operations, increasing the time and cost involved. Surface quality problems are especially problematic in CNC turned parts used in medical devices or electronics, where aesthetics and smoothness are often critical.
4. Tool Wear
Step turning requires continuous contact between the cutting tool and the workpiece, especially during the removal of large volumes of material across multiple diameters. Over time, this results in accelerated tool wear, particularly when machining harder materials like tool steel or nickel alloys. Tool degradation can lead to dimensional inaccuracies, poor surface finishes, and even tool breakage if not monitored closely. Frequent tool changes and maintenance may be necessary, which can slow down production in CNC turning services and increase operational costs.
Here's a clear and professional table summarizing the disadvantages of step turning:
| Disadvantage |
Description |
| Geometry Limitations |
Step turning is limited to straight cylindrical steps and cannot produce complex curves or non-linear profiles, requiring additional processes for such features. |
| Material Waste |
The process removes large volumes of material, leading to increased waste—especially costly with premium metals or plastics. |
| Surface Preparation Issues |
Tool wear or improper settings may cause poor surface finish, requiring extra finishing processes to meet quality standards. |
| Tool Wear |
Continuous cutting across multiple diameters accelerates tool wear, increasing tool replacement frequency and operational costs. |
Step turning is a fundamental operation in CNC turning services, widely used in the production of stepped shafts and multi-diameter cylindrical components. However, like any machining process, it comes with its own set of challenges that manufacturers must understand and manage to maintain efficiency, precision, and cost-effectiveness. Below, we break down the primary challenges faced during step turning.
Setup Sensitivity
One of the most critical challenges in step turning is its sensitivity to machine setup. The alignment of the workpiece and the proper placement of the cutting tool are essential to maintaining dimensional accuracy between different steps. Even a small misalignment can cause inconsistent step heights or diameters, leading to rework or part rejection. In CNC machining factories, precise setup procedures and skilled operators are necessary to ensure that each toolpath aligns perfectly with the programmed dimensions. Additionally, tools must be calibrated to avoid dimensional drift during long production runs.
Material Waste
Step turning often involves the removal of large sections of material, especially when converting raw stock into a shaft with multiple reduced diameters. This can lead to significant material waste, which increases production costs—particularly with expensive materials like titanium or stainless steel. While CNC turning helps optimize the process by minimizing unnecessary cuts, efficient part design and raw material selection are also important to reduce waste. In some cases, near-net-shape blanks may be used to improve material utilization.
Vibration and Chatter
Due to the discontinuity of the cutting surface (multiple steps), vibrations and chatter can become problematic, especially when working with long, slender shafts. These issues can reduce surface finish quality and accelerate tool wear. To mitigate these effects, CNC turning machines must be properly tuned for rigidity, and appropriate feed rates and cutting speeds should be selected. In some instances, using damped tooling or support fixtures such as tailstocks and steady rests can significantly reduce vibration.
Tool Selection and Wear
The demands of cutting different diameters and step transitions place varying loads on the cutting tool. Uneven cutting loads, particularly during the transition between large and small diameters, can cause premature tool wear or breakage. Proper tool selection—including geometry, material, and coatings—can extend tool life and improve performance. Additionally, real-time tool monitoring systems in modern CNC machining services can detect wear before it becomes a problem, reducing downtime and part defects.
Step turning is just one of many CNC turning operations used in the manufacturing of precision cylindrical components. While it plays a vital role in producing parts with varying diameters along the same axis, it's important to understand how it compares to other turning processes—such as straight turning, taper turning, and facing. Each technique serves a unique purpose in the production of CNC turned parts and is chosen based on the geometry, function, and design intent of the final component. In this section, we’ll explore the differences between step turning and these related operations to help clarify when each is most appropriate.
Straight Turning vs. Step Turning
Straight turning involves the uniform reduction of a workpiece’s diameter along its length. It is ideal for creating smooth, cylindrical shapes where the diameter remains consistent from end to end. The cutting tool moves parallel to the axis of rotation, continuously removing material.
Step turning, by contrast, produces a series of cylindrical surfaces with different diameters, separated by abrupt shoulders or steps. Instead of a smooth transition, each diameter is distinct. This operation is typically used when components require precise location points, changes in mating surfaces, or design features such as gear mounting points or bearing seats.
In short, straight turning is used for simple profiles, while step turning is employed when parts demand more complex, multi-diameter shapes. CNC turning services often combine both operations on a single workpiece depending on the design.
Step Turning vs. Taper Turning
Taper turning is the process of gradually decreasing (or increasing) the diameter of a cylindrical part along its length to create a conical shape. This is achieved by offsetting the tool path or using special attachments or CNC programming to maintain a constant taper angle. Tapered components are commonly used in shafts, drill bits, and tool shanks.
In contrast, step turning creates sudden transitions between diameters, not smooth, sloping surfaces. Where taper turning provides gradual change, step turning provides clear and distinct steps.
Functionally, both serve different engineering needs: taper turning is used when a transition is required for fit or mechanical interaction (such as Morse tapers), while step turning is ideal for rigid structure, load transfer, and assembly interfaces.

Facing vs. Step Turning
Facing is a lathe operation used to create a flat surface at the end of a workpiece, perpendicular to its rotational axis. It is typically the first step in preparing the workpiece for additional turning operations and ensures that the end face is clean and square.
Step turning, in contrast, works along the longitudinal axis of the workpiece, shaping its external cylindrical profile. While facing is used for finishing ends, step turning defines the body’s varying diameters.
Both processes are often used together in CNC machining services. For instance, a workpiece may first be faced to ensure flatness, then step turned to form different diameter sections. Understanding when to apply each method is crucial in producing high-quality CNC machined parts with the desired geometric accuracy.
Here is a comparison table summarizing the differences between step turning and other turning operations:
| Turning Operation |
Description |
Key Feature |
Typical Application |
| Step Turning |
Machining multiple diameters with sharp steps on the same axis | Multiple stepped diameters | Shafts, gear mounts, bearing seats |
| Straight Turning |
Machining a consistent diameter along the length of the workpiece | Uniform cylindrical surface | Axles, rods, general cylindrical parts |
| Taper Turning |
Producing a gradual change in diameter to form a conical shape | Smooth transition between diameters | Tapered shafts, tool shanks, fittings |
| Facing |
Creating a flat surface perpendicular to the axis of rotation | Flat end face | Prepping ends of workpieces, cleaning surfaces |
This table highlights how each turning operation differs in geometry, function, and use case, helping CNC machining professionals choose the right method for their specific CNC turned parts.
At VMT, we understand the precision, efficiency, and reliability demanded by today’s manufacturers. That’s why we offer advanced CNC turning services specifically tailored to meet the needs of diverse industries, from automotive and aerospace to medical, electronics, and oil and gas. Our team specializes in producing high-quality CNC turned parts using both standard and complex operations—including step turning—to ensure your components are manufactured to exact specifications.
With over a decade of experience, VMT operates one of the most capable CNC machining factories in the industry. Our facility is equipped with the latest CNC lathes, multi-axis machines, and precision measuring tools, ensuring every part meets the strictest tolerances and quality standards. Whether you need prototypes or high-volume production, our agile manufacturing process and strict quality control enable us to deliver on time, every time.
We work with a wide range of materials, including aluminum, stainless steel, brass, plastics, and specialty alloys. Our experienced machinists and engineers will assist you in choosing the optimal machining strategies for your designs, including whether step turning or another turning process is best suited for your application.
If you're looking for a reliable partner in CNC machining services, VMT is here to help. We invite you to explore our other services like CNC milling, surface treatment, and custom finishing to complete your project in one place. Visit our CNC turning services page or contact us today to request a quote or get expert advice.
Step turning plays a critical role in modern CNC machining, offering a practical and efficient solution for creating components with multiple stepped diameters. Whether you're manufacturing axles, turbine shafts, surgical instruments, or actuator rods, step turning provides the precision, consistency, and speed required for high-quality CNC turned parts. Compared to other turning operations, step turning stands out for its ability to handle complex shaft geometries in a single setup, making it an essential technique in industries such as automotive, aerospace, medical devices, and oil and gas.
Despite a few limitations—such as potential tool wear, geometry restrictions, and material waste—step turning remains one of the most cost-effective and precise machining methods available when performed correctly. Understanding its advantages, challenges, and appropriate applications helps manufacturers make informed decisions that improve production outcomes and efficiency.
At VMT, we are committed to delivering exceptional CNC turning services using industry-leading equipment and experienced professionals. Whether your project requires step turning or other CNC machining solutions, our team is equipped to meet your specifications with speed and accuracy. If you're looking for a trusted CNC machining factory to bring your ideas to life, VMT is ready to help.
Explore our full range of CNC machining services, including CNC milling and turning, and discover how VMT can support your next project with excellence and reliability.

1. What is the difference between step turning and chamfering?
Step turning involves machining a cylindrical workpiece to create multiple distinct diameters (steps) along its length. Chamfering, on the other hand, refers to beveling or angling the edges of a part to remove sharp corners, typically at 45 degrees. While step turning alters the body of the part, chamfering is used primarily for finishing edges.
2. How accurate is step turning?
Step turning, when performed on a CNC lathe, can achieve extremely high accuracy—typically within ±0.01 mm or better—depending on machine calibration, tool condition, and material properties. Its precision makes it suitable for critical applications in aerospace, medical, and automotive industries.
3. What are the two types of turning?
The two primary types of turning operations are external turning, where material is removed from the outside diameter of the workpiece, and internal turning (boring), which removes material from the internal diameter or creates internal features.
4. What are turning and taper turning?
Turning is the process of removing material from a rotating workpiece to reduce its diameter and shape it into a cylinder. Taper turning is a variation where the cutting tool moves at an angle to the axis of the workpiece, producing a gradually narrowing (tapered) diameter along the length.
5. What is turning technology?
Turning technology encompasses the techniques, tools, and equipment used to shape cylindrical components by rotating the workpiece against a stationary cutting tool. This includes manual turning, CNC turning, and specialized forms like step turning and taper turning.
6. What is a turning operation?
A turning operation is a machining process in which a cutting tool removes material from the outer surface of a rotating workpiece. It’s commonly used to produce round components such as shafts, rods, and pins.
7. What is the difference between step turning and straight turning?
Straight turning produces a continuous cylindrical surface of a single diameter. Step turning, in contrast, creates multiple diameters along the length of the workpiece, resulting in distinct steps between sections.
8. What are the two types of left turns?
In machining terminology, this question may refer to left-hand cutting tools, which cut when moving from right to left, versus right-hand tools, which cut from left to right. Alternatively, it could relate to turning directions (clockwise vs. counterclockwise) based on machine setup.
9. What is the process of step turning?
Step turning involves several steps: securing the workpiece in the lathe, facing the end for accuracy, measuring and marking the step positions, and then removing material at specific depths to create distinct diameter steps using a turning tool.
10. What is the difference between CNC and turning?
CNC (Computer Numerical Control) refers to a type of automation used in machining, where machines follow programmed instructions. Turning is a machining operation. CNC turning combines both, using automated controls to perform turning tasks with high precision.
11. What is taper in CNC?
In CNC machining, a taper refers to a gradual reduction in diameter along the length of a workpiece. It’s usually defined by a taper angle or ratio, and created using specific tool paths or attachments on CNC lathes.
12. What is the taper formula?
The taper formula is:
This helps calculate the angle or slope needed when taper turning.
13. What is the difference between taper and QD?
"Taper" refers to the gradual change in diameter along a shaft or hole. "QD" typically stands for "Quick Disconnect" in mechanical design, a type of bushing or hub that allows easy mounting/dismounting. They're functionally different concepts.
14. What is the difference between MT2 and MT3?
MT2 and MT3 refer to Morse Taper sizes—standardized taper dimensions used to fit tools in spindle holes. MT3 is larger than MT2 and can accommodate heavier tools and more robust operations.
15. What is taper turning?
Taper turning is a lathe operation used to produce a conical shape on a cylindrical workpiece. This is done by adjusting the cutting tool’s path at an angle relative to the axis of the rotating part.
16. What is a chamfer operation?
Chamfering is a finishing process used to bevel the sharp edges of a part, typically at a 45° angle, to improve safety, ease of assembly, or aesthetics.
17. What is the correct way to make a turn?
In machining, the correct way to make a turn depends on the desired result and tool orientation. Always ensure proper tool alignment, secure clamping, correct spindle speed, and feed rate based on material and operation type.
Need support selecting the right turning method for your project? Explore VMT's CNC turning services or learn more about step turning applications to find the right fit for your machining needs.

 +86 15099911516
+86 15099911516



 Read more
Read more