15 years one-stop China custom CNC machining parts factory







Step 1: use a 200T stretching machine and cutting
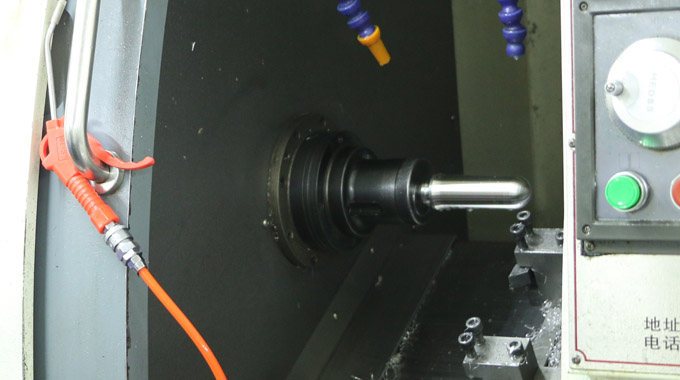
Step 2: Machining the outer surface and inner wall by lathe

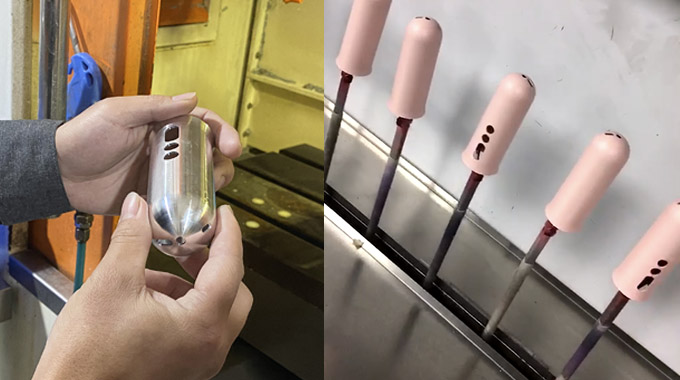
Step 4:painting
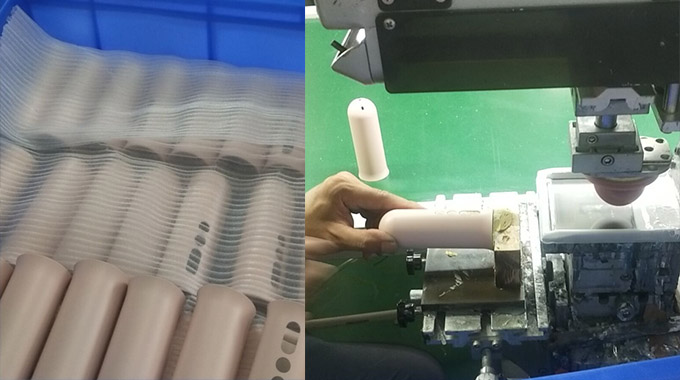
Step 5: Silk screen


 +86 15099911516
+86 15099911516




 Read more
Read more