16 years one-stop China custom CNC machining parts factory

Hey there I’m VMT Sam!
With 25 years of CNC machining experience we are committed to helping clients overcome 10000 complex part-processing challenges all to contribute to a better life through intelligent manufacturing. Contact us now
 30 |
Published by VMT at Jun 26 2026 | Reading Time:About 4 minutes
30 |
Published by VMT at Jun 26 2026 | Reading Time:About 4 minutes





 Parts")
New Energy Vehicles (NEVs) demand far more stringent requirements for component precision, lightweighting, thermal management, and electrical insulation. From battery trays that require extreme sealing performance, to motor housings that must maintain strict coaxiality under high thermal gradients, to inverter cold plates integrated with complex fluid channels—these highly challenging structures make precision CNC machining an indispensable manufacturing process.
CNC machining for NEV parts: EV battery enclosures, motor housings, inverter chassis. VMT supports prototype to production with 5-axis CNC and CMM inspection.
This guide will comprehensively deconstruct the application of CNC machining in the NEV sector across key dimensions, including core components, critical materials, machining tolerances, and mass-production workflows. It will also showcase a case study from our factory: how we successfully supported an NEV project from a 3-piece prototype run all the way to 5,000-piece mass production.
Can't we cast or sheet-metal-form most of these parts and reserve CNC for finishing? For some components, yes. For most, no.
CNC machining matters for NEV because the parts demand geometric precision, batch-level repeatability, and material properties that alternative processes cannot deliver in a single workflow.
Three drivers sit behind the decision to use CNC for EV parts:
The practical outcome: a CNC-machined battery tray rib arrives at the prototype bench 5 days after CAD release, the same rib pattern produces 5,000 units three quarters later with no tooling investment, and every batch ships with the same CMM inspection report your homologation team needs.
Every manufacturing process comes with its own set of advantages and disadvantages. Its compatibility varies significantly depending on the specific requirements or the type of New Energy Vehicle (NEV) component involved.
The following table allows you to quickly check the suitability of various processes for different NEV parts:
| NEV Part |
CNC Machining |
Die Casting |
Sheet Metal |
3D Printing (Metal) |
Injection Molding |
| Battery enclosure (large, ribbed) |
Best for prototype + low-volume; full CNC production for batches under 5,000 | Cost-effective above 10,000 units; finishes CNC-machined on critical surfaces | Possible for non-structural covers; not for sealed battery housings | Useful for prototype topology; not for production battery enclosures | Not applicable (thermoplastics) |
| Motor housing |
Required for bore concentricity and sealing surfaces | Common for high-volume; bore and face surfaces finish-machined | Not applicable | Prototype only; porosity limits sealing | Not applicable |
| Inverter chassis (with cold plate) |
Best for internal coolant channels; 5-axis single-setup | Difficult due to internal channel geometry | Possible for cover plates only | Excellent for prototype internal channels | Not applicable |
| Gearbox housing |
Required for bearing bores and bolt patterns | Common; critical bores CNC-finished | Not applicable | Prototype only | Not applicable |
| BMS chassis |
CNC ideal for small batch + precision | Overkill for low-volume | Possible for enclosures | Prototype only | Plastic covers only |
| Charging station aluminum parts |
CNC best for prototype + small-batch enclosures | High-volume station housings | Common for external panels | Not needed | Not applicable |
| Lightweight brackets and linkages |
CNC ideal; weight-saving pockets machined directly | Not cost-effective | Possible but heavier | Topology-optimized prototypes | Not applicable |
| Bus bars and conductive components |
CNC for copper; tight tolerance + clean edges | Not applicable | Possible for flat sections | Not applicable | Insulated plastic carriers only |
For NEV projects, all four processes are typically available, but it is important to keep the following in mind:
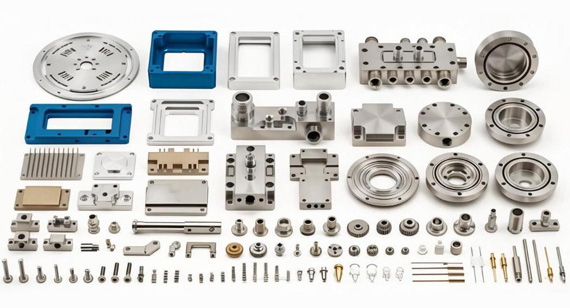
Below is a step-by-step breakdown of the core CNC machining essentials by component category: typical materials, process challenges, critical tolerance dimensions, and the key capabilities required when evaluating a machining solution. Every type of component comes with its own set of trade-offs, which you should judge based on your actual operating conditions during selection.
1.EV Battery Enclosures and Trays
Battery enclosures are the single largest CNC-machined NEV part by surface area.
A typical EV battery tray is 1,800–2,200 mm long, 1,400–1,600 mm wide, and 120–200 mm deep, machined from 6061-T6 or 7075-T6 aluminum plate.
The challenges:
2. Electric Motor Housings

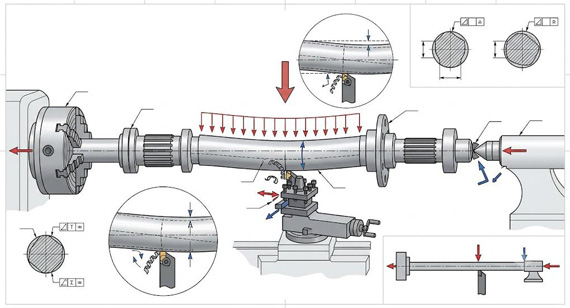
Motor housings demand the tightest tolerance stacks in any NEV drivetrain.
The drive-end and non-drive-end bearing bores must hold concentricity below 0.02 mm; the rotor fit surface needs roundness below 0.01 mm. Material is typically 6061-T6 for cost-sensitive programs or 7075-T6 for high-stress applications; some premium motors use 6Al-4V titanium for weight-critical programs.
Key CNC considerations:
3. Inverter and Converter Chassis
Inverters and DC-DC converters generate significant switching heat from IGBT or SiC modules. The chassis must transfer that heat to a liquid cold plate while keeping the high-voltage bus bars electrically isolated from the chassis structure.
Challenges or requirements:
4.Gearbox Housings for Electric Cars

For EV gearboxes, bearing bores for the input and output shafts, mounting flange to the motor housing, and mounting flange to the differential need tight positional tolerances.
Key CNC requirements:
5. Battery Management System (BMS) Chassis
The BMS controls cell balancing, thermal management, and safety cutoffs, and the chassis must meet :
6.EV Charging Station Aluminum Parts
For charging station aluminum components, the housing, mounting brackets, and cable management components require weatherproofing or cosmetic surface treatments:
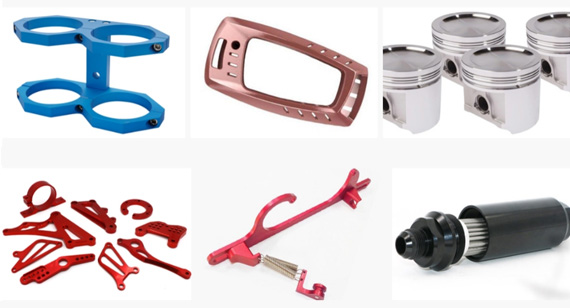
7. Lightweight Brackets, Linkages, and Suspension Components

Materials for EV parts:
CNC machining capabilities:
Surface finishing for NEV parts:
Quality systems for NEV programs:
A European electric vehicle (EV) startup needed a custom high-performance inverter housing (dimensions: 380 mm × 280 mm × 110 mm), to be milled from a solid block of 6061-T6 aluminum alloy. The core challenges were twofold: the internal electronic isolation bays had an extremely thin wall thickness of just 1.5 mm, making them highly prone to chatter and thermal deformation; meanwhile, the flatness of the sealing surface on the bottom serpentine liquid-cooling channel had to be strictly controlled within 0.02 mm.

Solutions
1. Prototyping Phase: Distortion Control & Precision Machining
2. Production Phase: Process Continuity & Efficiency
Results
Moving into small-batch production, VMT maintained a stable and efficient output of 500 pieces per batch. Every single batch was delivered with its original mill material certificate (traceable by heat number) and a comprehensive CMM dimensional report. Utilizing the strict AQL 1.0 sampling standard, zero-defect delivery was achieved, successfully helping the client keep their new vehicle launch exactly on schedule.

CNC machining is, without question, the core manufacturing process for New Energy Vehicle parts. From oversized battery trays and high-tolerance motor housings to inverter cold plates with integrated precision flow channels, every core component's strict demands on material, tolerance, and surface treatment ultimately point to the same set of capabilities: 5-axis simultaneous single-setup machining, thin-wall rigidity control, and rigorous tolerance stack management.
Concerned about tolerance stack failure or structural deformation from material stress? Send us your technical challenges and drawings 2D drawings (PDF file) or 3D drawings (IGS/STP/STEP file) . Get your DFM review and quote now and let us apply efficient, high-quality precision machining standards to accelerate the landing of your new energy project.

Q1: How are EV battery enclosures machined?
EV battery enclosures are typically machined from 6061-T6 or 7075-T6 aluminum plate using 5-axis CNC milling; The floor pan, internal rib pattern, and module mounting holes are cut in a single setup with vacuum fixturing to support the thin floor sections; Some designs integrate coolant channels directly into the enclosure floor, with 5-axis milling cutting the serpentine channel pattern to ±0.1 mm depth control.
Q2: Why is CNC machining critical for New Energy Vehicles?
CNC machining delivers : thin-wall stability for lightweight battery enclosures and motor housings, tolerance stacks below 0.02 mm for bearing bores and drivetrain alignment, and prototype-to-production continuity that lets the same manufacturer run 3 prototype units and 5,000 production units with the same digital tool path.
Q3: What metals are used in EV CNC machining?
The dominant materials are 6061-T6 and 7075-T6 aluminum for structural components (battery enclosures, motor housings, inverter chassis, gearbox housings, brackets), 6Al-4V titanium for weight-critical motor housings and suspension components, 316 stainless steel for charging station hardware and marine-corrosion environments, and C11000 copper for bus bars and heat spreaders. Engineering plastics (PEEK, PPS, nylon) appear in BMS insulators and connector bodies. Material choice depends on strength-to-weight ratio, corrosion resistance, thermal conductivity, and cost.
Q4: What are the precision requirements for electric vehicle motor housings?
Motor housings typically require bearing bore roundness below 0.01 mm, bore-to-bore concentricity below 0.02 mm, and surface finish in the Ra 0.4–0.8 µm range. Mounting flange flatness should be below 0.05 mm to maintain drivetrain alignment.
Q5: What are the advantages of CNC machining in NEV prototyping?
Q6: What are the Effects for CNC EV parts cost?
CNC machining cost for NEV parts depends on four variables: material (aluminum is the cost baseline, titanium and copper add 3–10×), part complexity (5-axis features and internal channels add cost over 3-axis prismatic parts), tolerance stack (sub-0.02 mm tolerances require slower cutting and more inspection), and batch size (prototype batches of 1–50 units cost more per piece, production runs of 500–5,000 units spread the setup cost).
The technical information and manufacturing advice shared on the VMT website are for general guidance only. While we strive for accuracy, VMT does not guarantee that the processes, tolerances, or material properties mentioned are applicable to every specific project. Any reliance you place on such information is strictly at your own risk. It is the buyer's responsibility to provide definitive engineering specifications for any production orders. Final specifications and service terms shall be subject to the formal contract or quotation confirmed by both parties.

 +86 15099911516
+86 15099911516



 Read more
Read more