16 years one-stop China custom CNC machining parts factory

Hey there I’m VMT Sam!
With 25 years of CNC machining experience we are committed to helping clients overcome 10000 complex part-processing challenges all to contribute to a better life through intelligent manufacturing. Contact us now
 8 |
Published by VMT at Jun 29 2026 | Reading Time:About 3 minutes
8 |
Published by VMT at Jun 29 2026 | Reading Time:About 3 minutes






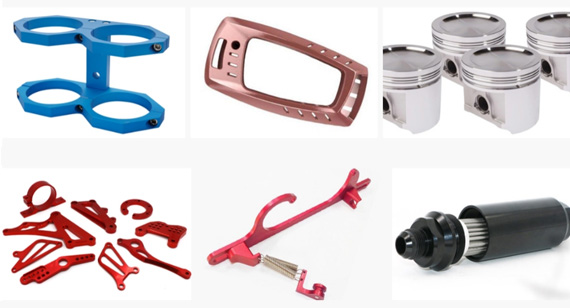
Consumer products circulate at a breakneck pace in the global market—from smartwatches, phone cases, and camera lenses, to coffee machines, gaming consoles, and earbuds. Every single product consists of visible external housings and hidden internal components. These parts must not only maintain a flawless aesthetic appeal and a tight-tolerance fit, but also support rapid iteration and scalable production. CNC machining is precisely the manufacturing process that meets all these stringent requirements.
This guide provides a comprehensive overview of consumer products CNC machining parts, covering everything from material selection to tolerances, surface finishing, and production workflows. We will analyze in detail how CNC integration fits into the consumer goods supply chain, and when to choose CNC technology over alternative methods like injection molding, die casting, or sheet metal fabrication. Finally, we will share an exclusive case study on how our factory successfully resolved a manufacturing challenge: maintaining a surface roughness of Ra 0.4 µm across a 1,000-piece run of custom smartwatch cases.

During the process of designing precision consumer products or parts—from prototyping to mass production—you may face these problems: aesthetic quality, strict dimensional accuracy, delivery and time-to-market demands, as well as cost and budget constraints. Custom CNC machining for consumer products parts can balance all these concerns:
When choosing the right manufacturing process for custom consumer products parts, you should match the specific characteristics of the part—such as production volume, geometric complexity, and aesthetic requirements—with the capabilities of different processes. The table below compares CNC machining with other mainstream manufacturing processes, offering the best selection advice for common consumer products parts:
| Consumer Product Part |
CNC Machining |
Injection Molding |
Die Casting |
Sheet Metal |
3D Printing (Metal) |
| Smart watch case |
Best for prototype + small-batch (under 5,000) | Best for high-volume (above 10,000) | Possible but limited alloys | Not applicable | Useful for topology studies |
| Mobile phone middle frame |
Best for prototype + small-batch; full CNC production under 10,000 | Possible but tooling cost is high | Limited for thin-wall frames | Not applicable | Prototype only |
| Camera lens housing |
Best for prototype + small-batch | Common for high-volume | Not applicable | Not applicable | Prototype only |
| Heat sink / radiator |
Best for complex fin geometry | Common for aluminum | Common for high-volume | Possible for stamped fins | Possible for prototype |
| Bluetooth earphone charging case |
Best for prototype + small-batch (under 5,000) | Best for high-volume | Not applicable | Possible for cover parts | Prototype only |
| Coffee machine portafilter |
Best for small batch; common for high-end | Not applicable | Common for mid-volume | Not applicable | Prototype only |
| Gaming console shell |
Best for prototype + small-batch | Best for high-volume | Possible | Not applicable | Prototype only |
| Headphone driver housing |
Best for prototype + small-batch | Common for high-volume | Not applicable | Not applicable | Prototype only |
You can select the ideal process based on specific requirements:
The sections below break down each consumer product category by typical material,
Smart Watch Cases and Bands

Smart watch cases use 5-axis CNC machining for the bezel, lug, and crown interfaces in one setup.
Material: 6061-T6 or 7075-T6 aluminum, with Type II anodizing in custom brand colors.
Critical tolerances:
Metal link bands also use 5-axis CNC for the link geometry, with each link held to ±0.03 mm to maintain smooth articulation across the band length.

Phone middle frames are machined from 6061-T6 or 7075-T6 aluminum plate, with wall thickness held at 0.6-1.0 mm and antenna windows cut to specific RF transparency patterns.
Material: 6061-T6 or 7075-T6 aluminum plate, anodized for cosmetic finish.
Critical tolerances:
Process approach: CNC produces the frame geometry with antenna cutouts in a single 5-axis setup. Thin-wall sections need vacuum fixturing to prevent distortion during machining.

Camera lens housings require ±0.01 mm bore concentricity to maintain optical alignment.
Material: 6061 aluminum with anodized finish for cosmetic appearance.
Critical tolerances:
Process approach: CNC turning produces the lens mount threads, and CNC milling completes the focus ring, aperture ring, and external mounting features in a single setup.
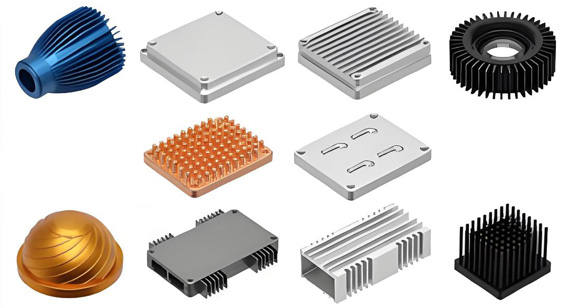
Heat Sinks and Radiator Parts

Heat sinks for consumer electronics (LED lighting, gaming PC components, audio amplifiers) require dense fin geometry with consistent thermal contact.
Material: 6061-T6 aluminum for general applications; C11000 copper for high-power thermal transfer.
Critical tolerances:
Process approach: 5-axis CNC produces the finned heat sink geometry in a single setup. For high-power consumer electronics, vacuum-brazed copper heat pipes combine with CNC-machined aluminum bases.
Bluetooth Headset Charging Cases

Charging cases for wireless earphones are small, high-cosmetic aluminum or plastic parts.
Material: 6061 aluminum (premium models) with Type II anodizing; engineering plastics (ABS, PC) for cost-sensitive models.
Critical tolerances:
Process approach: CNC produces the case body with charging pin holes, lid hinge features, and LED indicator windows in a single setup.
Aluminum Pocket Game Console Shells

Pocket gaming consoles in premium aluminum editions use 5-axis CNC for the top shell, bottom shell, and button surrounds.
Material: 7075-T6 aluminum for strength-to-weight ratio.
Critical tolerances:
Process approach: 5-axis machining reaches button cutouts with sharp internal corners in a single setup without tool breakage.

Coffee machine portafilters, group heads, and steam wand bodies are CNC-machined for food safety and corrosion resistance.
Material: 303 or 304 stainless steel (food-grade); 316 stainless for high-humidity environments.
Critical tolerances:
Process approach: CNC turning produces the cylindrical features, with CNC milling completing the handle mounts and lever interfaces.
Judging whether a factory can be your long-term consumer product partner is not about which keywords appear on its website, but whether it can produce concrete evidence across five dimensions. Missing one usually surfaces as a product defect or a launch delay.
1. Materials and finishing in one factory.
2. Process range covers consumer part variety.
3. Tolerance and inspection cover cosmetic parts.
4. Compliance documentation survives customs and retail audits.
5. Engineering communication in your language.

A consumer electronics startup needed a 42 mm smart watch case in 6061-T6 aluminum with custom brand color anodizing. The case required ±0.02 mm flatness on the bezel-to-glass interface for 5 ATM water resistance, plus internal mounting bosses for the PCB and battery.
Specific Solution
Result

CNC machining delivers three things consumer product programs need in parallel: cosmetic precision on visible parts, tolerance stacks for assembly fit, and prototype-to-production continuity that lets the same manufacturer run a 5-piece prototype batch and a 5,000-unit production run with the same inspection routine. From smart watch cases and phone middle frames to coffee machine portafilters and premium headphone cups, CNC is the process that handles the precision work in consumer product manufacturing.
Whatever the part (smart watch case, phone frame, camera housing, heat sink, coffee portafilter, headphone cup), the factory's job is the same: hold the cosmetic surface, hold the assembly tolerance, and ship the same finish on the 5,000th unit as on the first. Send your drawing to our engineering team, and we will respond with material recommendations, tolerance stack analysis, and a quote within 24 hours. [2D drawing(pdf file), 3D drawing(igs/stp/step file)]

Q1: What are consumer products CNC machining parts?
Precision-machined components used in consumer-facing products: smart watches, phones, cameras, headphones, coffee machines, gaming consoles, and similar items. Typical materials are aluminum, stainless steel, plastic, copper, or titanium; typical processes are 3-axis, 4-axis, 5-axis CNC milling, CNC turning, Swiss turning, or turn-mill combination.
Q2: What materials are used in consumer products CNC machining?
6061 and 7075 aluminum for cosmetic parts (smart watch cases, phone frames, headphone cups); 303/304/316 stainless steel for food-contact and outdoor parts (coffee machines, marine audio); C11000 copper and brass for thermal and decorative parts (heat sinks, connectors); engineering plastics (POM, PEEK, ABS, PC, nylon) for cost-sensitive parts; 6Al-4V titanium for premium weight-critical products.
Q3: Why choose CNC over injection molding for consumer products?
Choose CNC when production volume is below 10,000 units, when the part has complex geometry difficult to mold, when material flexibility matters (switching between aluminum grades or metal-to-plastic), or when the timeline cannot accommodate the 8-12 week tooling lead time for injection molds.
Q4: What tolerances can CNC achieve for consumer products?
±0.01 mm to ±0.02 mm on critical features, with surface roughness from Ra 0.4 µm (mirror finish on premium parts) to Ra 1.6 µm (standard machined surfaces). For lens interfaces, sealing surfaces, and high-precision bearings, tolerance stacks down to ±0.005 mm are achievable with specialized fixturing.
Q5: What surface finishes are available for consumer CNC parts?
Type II anodizing (5-15 µm, wide color range for aluminum cosmetic parts), Type III hard anodizing (25-50 µm for wear surfaces), PVD coating (scratch-resistant, multiple colors for premium stainless and titanium), polishing (mirror finish reaching Ra 0.1 µm), bead blasting (matte finish), and powder coating (weather-resistant for outdoor parts).
Q6: How quickly can consumer product CNC prototypes ship?
Standard prototype batches of 1-5 parts ship within 5-7 working days from CAD release, including CNC machining and standard surface finishes. More complex parts requiring 5-axis machining or premium finishes (PVD, mirror polishing) take 10-15 working days. DFM feedback and a quote typically arrive within 24 hours.
The technical information and manufacturing advice shared on the VMT website are for general guidance only. While we strive for accuracy, VMT does not guarantee that the processes, tolerances, or material properties mentioned are applicable to every specific project. Any reliance you place on such information is strictly at your own risk. It is the buyer's responsibility to provide definitive engineering specifications for any production orders. Final specifications and service terms shall be subject to the formal contract or quotation confirmed by both parties.

 +86 15099911516
+86 15099911516



 Read more
Read more