With the advancement of electronic technology, the update iteration of electronic products is very fast. In addition to the functional differences of electronic products, many products with similar functions on the market seek differentiation to meet different individual needs.
Many designers have different requirements for product appearance. Many products with higher texture are formed by the intersection of 3D curved surfaces. This kind of 3D curved surface intersecting art line enhances the three-dimensional curved surface of the part, increases the sales of the product, but also greatly increases the processing cost and processing difficulty.
Therefore, a good structural designer will definitely choose between the two and find a design with a good appearance, low price and simple processing. This is a challenge and test for structural design engineers, they must understand the process, procedures and processing methods of parts processing.
Based on the above industry issues, for designers to refer to and quickly complete the design, we convened our structural engineers, process engineers, and programming engineers to discuss this topic and continue to collect more cases to form a copywriting method. Everyone is welcome to participate in the exploration and use the most optimized process to complete this part!
Case review
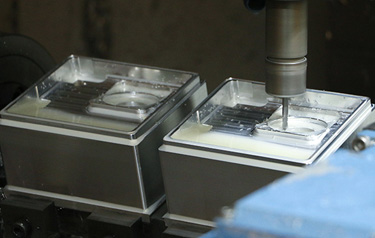
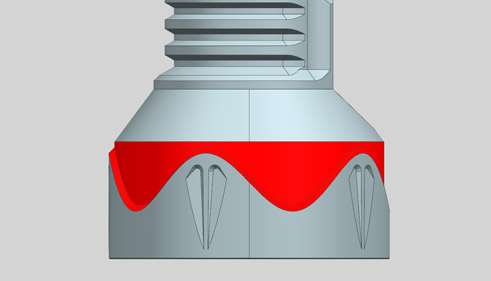
Let's take the head of a high-end outdoor tactical flashlight housing as an example. The material of this part is AL6061-T6, and the surface treatment is hard anodizing. In order to increase the three-dimensional effect of the appearance structure of the head, the designer uses an arc structure design in the design to make the product appearance higher than that of similar products.
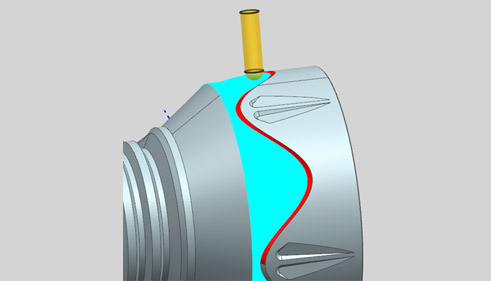
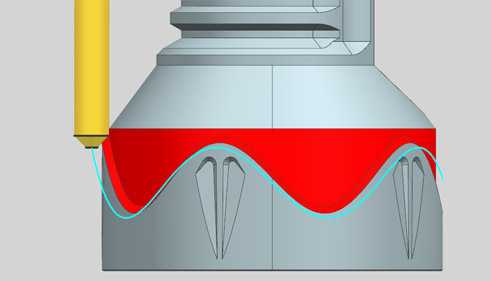
In the sample production stage, VMT's programming engineers use a 3D curve toolpath + 3D curve toolpath (as shown in the figure below), and the equipment uses a 5-axis CNC. After the sample is processed, although the customer's confirmation has been passed, the surface of this processing method needs to be polished to completely deal with the knife lines. At the same time, if the processing time exceeds 30 minutes, the cost of parts processing also increases by more than 30%.
In order to help customers reduce costs and optimize solutions with the lowest cost and better quality than 5-axis machining, VMT programming engineers discussed machining time and surface effects as considerations.
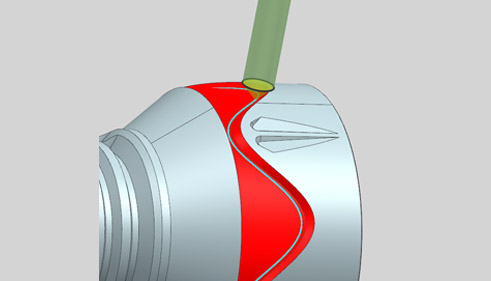
Finally, a customized forming tool is determined, and the 3D curve tool path is processed (as shown in the figure below), and the bottom C angle and side wall are processed at one time. The equipment adopts low-cost 3+2 axis CNC. The surface roughness of the product after processing is better than that before the tool is changed. (As shown in the figure below), the processing time has also been shortened by more than 40%, ensuring the mass production of products.
Conclusion
Through the above processing method, the polishing process is omitted, the parts are processed at one time, and the 3+2 table processing method is adopted. A perfect surface seems to surprise us. There is still some experience in the design of this tool, waiting for us to continue to the next case.
In the CNC machining industry, product shapes are ever-changing, and any sloppy process may lead to low yield and high costs. VMT Metal & Plastic Products Co., Ltd. has many experienced technicians who can effectively ensure that customers can obtain high-quality products at the lowest cost. Welcome customers to inquire!









 +86 15099911516
+86 15099911516




 Read more
Read more