16 years one-stop China custom CNC machining parts factory

Hey there I’m VMT Sam!
With 25 years of CNC machining experience we are committed to helping clients overcome 10000 complex part-processing challenges all to contribute to a better life through intelligent manufacturing. Contact us now
 193 |
Published by VMT at Mar 26 2026 | Reading Time:About 2 minutes
193 |
Published by VMT at Mar 26 2026 | Reading Time:About 2 minutes





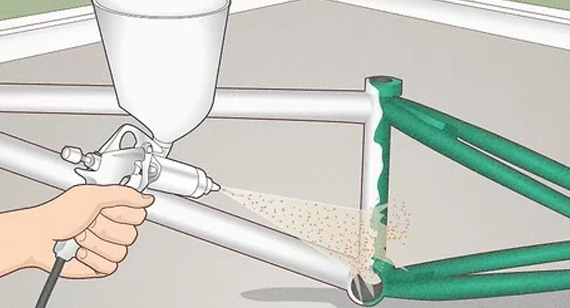
Black phosphate coating is a go-to surface finish for giving CNC-machined steel parts a professional, matte black look. However, it’s not the only solution available—treatments like black oxide and black zinc plating can closely mimic this same "blacked-out" appearance.
If you’re currently trying to navigate the trade-offs between cost, durability, and performance for your steel components, and are trying to determine if black phosphate is the right fit for your project, this guide is for you. We’ll dive into the black phosphate process and provide a clear comparison with its alternatives to help you choose the most economical and high-performing finish.

Specifically, "black phosphate (coating)" is actually a category that includes two common forms: black zinc phosphate(coating) and manganese phosphate(coating). It’s important to distinguish these from other finishes like black zinc plating or black oxide, which—while visually similar—rely on completely different chemical processes.
Black phosphate coatings primarily include:
Both processes work through a chemical conversion reaction known as phosphating. This reaction grows a layer of black crystals directly on the metal surface. These "porous crystals" are the reason to the coating's effectiveness—their structure allows them to "soak up" and hold onto oils for rust prevention or provide a textured grip for good paint adhesion.
The black phosphate coating process is a chemical conversion method that transforms the metal surface into a protective crystalline layer. Here is the step-by-step industrial procedure:
| Step |
Process |
Primary Purpose |
| 1 | Degreasing |
Removes oils, grease, and cutting fluids for a clean start. |
| 2 | Rinsing |
Washes away residual cleaning chemicals. |
| 3 | Acid Pickling |
Strips rust and oxides to expose "fresh" metal. |
| 4 | Activation |
Conditions the surface to ensure fine, dense crystal growth. |
| 5 | Phosphating Bath |
Immersion in 70 to 95C salts to grow the black layer. |
| 6 | Rinsing & Drying |
Stops the chemical reaction and clears the surface. |
| 7 | Post-Treatment |
Oil dipping to fill the porous coating and prevent rust. |
Choosing the right finish depends on your part's precision and environment, your asks for parts’ corrosion resistance or wear resistance.
| Feature |
Black Phosphate |
Black Oxide |
Black Zinc Plating |
| Thickness |
5 – 20μm | < 1μm | 5 – 15μm |
| Corrosion Resistance |
Moderate (Requires oil) | Low (Indoor use only) | High (Sacrificial protection) |
| Appearance |
Matte Black / Dark Gray | Deep Glossy Black | Lustrous Black |
| Cost |
Low | Medium to High | Medium |
| Wear Resistance |
High (Especially Manganese) | Low to Moderate | Moderate |
1. Compatible Materials
2. Principles & Functions

4. Black Phosphate Coating vs. Black Oxide: Which Should I Choose?
Choose Black Oxide if your parts have extremely tight tolerances (e.g., +/- 0.01mm) because it doesn't change the dimensions. Choose Black Phosphate if you need better wear resistance and a more cost-effective solution for high-volume industrial parts.
5. Black Phosphate Coating vs. Zinc Black Plating: Which Should I Choose?
Choose Black Zinc Plating if the part will be exposed to high humidity or outdoor elements, as the zinc provides a physical barrier. Choose Black Phosphate if the part is for internal machinery where oil retention and anti-galling (friction reduction) are more important.
Pros:
Cons:
Due to black phosphate coating can provide excellent oil retention, function of anti-galling, safe and cost-effective, and also wear resistance, and rust-proof, it is used in industries and parts like:

Project: Manganese Phosphate Industrial Bolts
A client required a batch of ASTM A193 B7 high-strength bolts for a heavy machinery project. The parts needed a non-reflective, matte black finish with high wear resistance and a specific torque-tension requirement.
Our engineers reconfirmed with the client that while they did not strictly require high precision, they needed the black surface treatment to be good in wear-resistant with reliable anti-rust capabilities.
Based on these requirements, we suggested AISI 4140 Steel, followed by high-speed CNC turning to maintain a stable tolerance of ±0.02mm. We recommended a Manganese Phosphate Coating followed by a deep oil soak. The manganese layer provided a dense, durable black finish that exceeded the 72-hour salt spray test (oiled). The client was highly satisfied with the cost-to-performance ratio and has maintained a long-term partnership with our factory.
Does black phosphate coating rust?
The coating itself has a "micro-sponge" or porous structure. Because of this, industrial parts are almost always oiled or painted after phosphating. The oil or paint becomes deeply embedded in these pores, providing enough protection to keep parts rust-free for decades in indoor environments. However, black phosphate is not a marine-grade finish. In coastal areas, shipping applications, or acidic environments, phosphated parts will rust quite easily.
Is phosphate coating toxic?
No. Touching parts that have been phosphate-coated is non-toxic and environmentally safe. The only environmental concern is the process itself—the wastewater generated during the chemical bath must be properly treated to ensure it doesn't contaminate drinking water sources.
How thick is black phosphate coating?
How long does the phosphate coating process take?
The entire cycle—from pre-treatment to the final finish—generally takes between 45 and 90 minutes per batch.
Black Oxide vs. Phosphate Coating: Which is more expensive?
Black oxide is consistently the more expensive option, especially for high-precision parts. This is because black oxide requires much tighter control over coating uniformity to maintain tight tolerances. Furthermore, it has higher energy demands and stricter wastewater disposal requirements. On the other hand, black phosphate is highly optimized for automated, high-volume production, which keeps the per-part cost significantly lower.
Manganese Phosphate vs. Black Oxide: Which one is better?
It all depends on your specific requirements:

 +86 15099911516
+86 15099911516



 Read more
Read more