15 years one-stop China custom CNC machining parts factory

Hey there I’m VMT Sam!
With 25 years of CNC machining experience we are committed to helping clients overcome 10000 complex part-processing challenges all to contribute to a better life through intelligent manufacturing. Contact us now
 100 |
Published by VMT at Mar 25 2026 | Reading Time:About 2 minutes
100 |
Published by VMT at Mar 25 2026 | Reading Time:About 2 minutes





When we talk about "Hardening and Tempering Steel," hardening specifically means quench hardening. It's the process where you quench the steel to change its internal structure and hit that maximum hardness level.
But since hardening alone makes the steel too brittle, we follow it up with tempering. This brings back some ductility so the parts don't just snap. This combo is a must for high-hardenability steels where the part hardens all the way through—it’s the best way to make sure a part is both wear-resistant and " parts’ tough recovers a bit" so as to not to crack easily under pressure.


You’ll start by CNC machining the parts while the steel is still in its annealed state. At this stage, the material is much softer and easier to cut, which makes the machining process a lot smoother.
Once the machining is done, you’ll likely need to dial up the hardness. Whether you’re working with carbon steel (e.g., 1018 steel), martensitic stainless(e.g., 420, 440C), or various alloy and tool steels (e.g., 4140, D2), quenching is the go-to method to give that hardness a massive boost. Now, whether you get just a surface hardening or a full “through-hardened” part depends entirely on the hardenability of the steel grade you’ve picked. (You can dive into the basics of steel hardenability here ).
Steps and Types of Quenching
No matter for carbon steel (e.g., 1018 steel), martensitic stainless(e.g., 420, 440C), or various alloy and tool steels (e.g., 4140, D2):
To quenching the steel successfully, you should rapidly cool the steel from its Austenitizing temperature (usually 800°C - 900°C) to trap carbon atoms in a needle-like structure called Martensite. If the cooling is too slow, the steel stays soft; if it’s too fast, the part may crack.
The following table breaks down the professional workflow and the specific cooling media types used to achieve different results:
| Process Step / Medium |
Cooling Rate |
Action & Purpose |
Best Used For... |
Risk vs. Reward |
| 1. Austenitizing |
N/A | Heating the steel above its critical point to dissolve carbon. | All hardenable steels. | Ensures the entire molecular structure is ready for change. |
| 2. Soaking |
N/A | Holding at heat to ensure the core reaches the same temperature as the surface. | Thick or complex CNC parts. | Prevents "soft spots" in the center of the part. |
| 3. Water Quench |
Very Fast | Rapid immersion in agitated water to extract heat instantly. | Low-carbon steels (e.g., 1045) and simple geometries. | High Reward: Max hardness. High Risk: Extreme warping/cracking. |
| 4. Oil Quench |
Moderate | Cooling in specialized quenching oil that boils at high temps. | Alloy steels (e.g., 4140) and precision CNC parts. | Balanced: High hardness with significantly lower risk of "quench cracks." |
| 5. Air Cooling |
Slow | Allowing the part to cool in still or forced air. | High-alloy tool steels (e.g., D2, A2). | Safest: Excellent dimensional stability for tight-tolerance parts. |
| 6. Brine (Salt) |
Extreme | Using salt water to prevent vapor bubbles from insulating the part. | Steels with very low hardenability. | Extreme: Highest cooling intensity; only for specific industrial needs. |
If hardening is about "strength," tempering is about "ductility recovering a bit." Without tempering, a hardened steel bolt might snap if it is tightened over-stressed.
Tempering steel after hardening is vital for components in the automotive, aerospace, and heavy machinery industries. By precisely controlling the tempering temperature, we can "dial in" the exact balance of hardness (HRC) and impact resistance required for the application.
Hardening and Tempering Comparison of the steel
| Feature |
Quench Hardening |
Tempering |
| Primary Goal |
Maximize Hardness: Transforms the structure into hard Martensite. | Recover Ductility: Reduces brittleness and relieves internal stresses. |
| Temperature |
Above Critical Point (usually 800°C - 900°C). | Below Critical Point (usually 150°C - 650°C). |
| Cooling Method |
Rapid Quench: Using Water, Oil, or Air to "rapid cool" the steel. | Slow Cooling: Usually cooled in still air after a set "soaking" time. |
| The Process |
Heat → Soak → Instant Quench. | Reheat (Post-Quench) → Soak → Slow Cool. |
| Mechanical Result |
High Tensile Strength, Extreme Hardness, but High Brittleness. | Optimized Toughness, Impact Resistance, and Controlled HRC. |
| Common Risks |
Quench cracks, warping, and extreme internal tension. | "Temper brittleness" if held at the wrong temperature range. |
| Timing Requirement |
Done after CNC machining (in annealed state). | Must be done immediately after quenching to prevent cracking. |
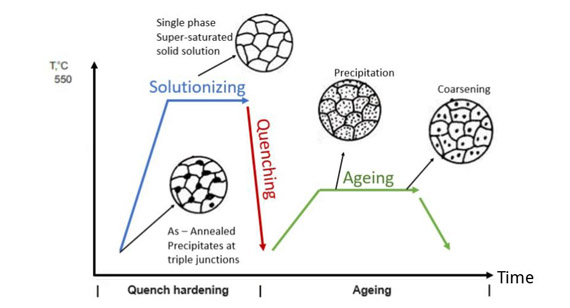
It is important not to confuse “tempering and hardening” with “age hardening”. While both increase hardness and both belong to strengthen the steel through heat treatment, they work on different metallurgical principles.
| Feature |
Quench Hardening |
Age (Precipitation) Hardening |
| Mechanism |
Martensitic transformation via rapid cooling. | Formation of fine precipitates over time at heat. |
| Typical Grades |
4140, 1045, D2, 420 Stainless. | 17-4 PH Stainless, 15-5 PH, Aluminum 6061. |
| Materials |
Steels of carbon steel, martensitic stainless, or various alloy and tool steels. | PH stainless steels, specilized stainless alloys, heat-treatable aluminum series. |
| Process Flow |
Heat treatment of quenching achieve the hard increase. Heat -> Rapid Quench -> Temper. |
Heat treatment of aging achieve the hard increase. Solution Treat -> Quench -> Age (Soak). |
| Dimensional Change |
Higher risk of distortion. | Extremely stable; great for tight tolerances. |
| CNC Machined Parts Examples |
|
|
Not every steel component requires the "Quench and Temper" cycle. To decide if your project needs this heat treatment, you should evaluate it based on three key factors: Performance Requirements, Application Scenarios, and Budget Strategy.
| Requirement |
Quench & Temper Needed? |
Why? |
| Decorative / Low-Load |
No | Saves cost; annealed steel is sufficient. |
| High Friction / Contact |
Yes (Mandatory) | Prevents surface wear and galling. |
| Heavy Load / High Torque |
Yes (Essential) | Increases yield strength to prevent bending. |
| Tight Tolerances (±0.01mm) |
Yes (With Grinding) | Must be heat-treated first, then precision-ground to fix any warping. |
1. What are the Performance Requirements for Your Steel Part?
First, look at the mechanical stress your part will endure.
2.What is the Application Scenario?

The environment in which your CNC part operates is the best indicator of its heat treatment needs. Here are common industry examples where Quench and Tempering are mandatory(This is when hardened and tempered steels are needed to resist hard wear ):
3.What are Your Budget Requirements for CNC Machining?

Heat treatment adds both cost and time to your project. You must balance the part's lifespan against your budget:

A robotics client needed drive shafts with complex splines capable of handling continuous high-torque loads. The core challenge was managing material stability: the steel needed to be soft enough in its annealed state to maintain tight tolerances during high-speed CNC milling, yet tough enough to resist fatigue and surface wear during 24/7 operation.
How do you harden and temper steel?
Heat to a glowing red (critical temp), quench in oil/water, then reheat to a lower temp (tempering) to toughen.
Why do you temper steel after hardening it?
To reduce brittleness and internal stresses caused by the rapid quenching process.
Is 4140 alloy steel quenched and tempered?
Yes, 4140 steel is almost always used in a hardened and tempered state to maximize its mechanical properties.
What is the difference between hardening and tempering?
Hardening increases hardness/brittleness; tempering reduces some hardness to gain toughness.
What are common tempering mistakes?
Not tempering immediately after quenching or using the wrong temperature, leading to "temper brittleness."
Is it better to quench steel with water or oil?
It depends on the steel grade; oil is generally safer than water for complex parts to prevent cracking.
Can stainless steel be hardened and tempered?
Only Martensitic grades (like 410, 420, 440) can be hardened by quenching; Austenitic grades (like 304, 316) , Duplex grade(like 2205,2507),Ferrite grades (like 409, 430)cannot. PH stainless steel and some special stainless is also not hardened by quenching but by aging.

 +86 15099911516
+86 15099911516



 Read more
Read more