15 years one-stop China custom CNC machining parts factory

Hey there I’m VMT Sam!
With 25 years of CNC machining experience we are committed to helping clients overcome 10000 complex part-processing challenges all to contribute to a better life through intelligent manufacturing. Contact us now
 173 |
Published by VMT at Mar 24 2026 | Reading Time:About 3 minutes
173 |
Published by VMT at Mar 24 2026 | Reading Time:About 3 minutes





When discussing quenching—a specific type of steel heat treatment—many people hold a common misconception: that "hardenability" determines the total amount of hardness gained after quenching. In reality, the hardenability of steel does not dictate the degree of hardness. Instead, it determines whether the hardened portion of a steel part remains only on the surface or penetrates deep into the core.
The choice between low and high hardenability determines whether your CNC machined steel parts achieve a "hard shell with a tough core" or a "solid, uniform consistency." Misidentifying the hardenability of a steel grade can lead to critical failures—either the core lacks sufficient strength, leading to snaps, or the entire part becomes too brittle and cracks, resulting in wasted budget and mechanical failure. This article will explore what is hardenability in depth and explain how the Jominy hardenability test measures this property to help you select the best steel grades for various CNC machining applications.

Simply put, hardenability measures the "depth" to which an alloy steel can be hardened from the surface to the interior during the quenching process. It is vital to distinguish a core concept: hardenability is not necessarily linked to "how hard" a steel can get. ‘How hard” a steel can get is achieved depends primarily on the steel’s chemical structure and carbon content.
For instance, within the 440-series martensitic stainless steels that share the same microstructure, grades with higher carbon content will achieve a higher peak hardness after quenching. In contrast, hardenability determines the distribution of that hardness across the part's cross-section—whether only the surface is hardened (low hardenability) or the entire thick cross-section is hardened (high hardenability).
| Hardenability Level |
Depth of Hardening |
Property |
Typical Application |
| Low Hardenability |
Case Hardening | Achieves a "hard surface and tough core." The exterior is wear-resistant, while the interior remains ductile to absorb impact. | Heavy-duty gears, camshafts, and crankshafts after CNC machining. |
| High Hardenability |
Through-Hardening | The entire component hardens from inside out, significantly increasing tensile strength. It becomes solid and rigid, similar to "reinforced concrete." | Structural components for buildings, bridge supports, and high-strength fasteners. |
This difference in hardenability directly affects the service life and application of the part. For example, heavy-duty gears require low hardenability to achieve a "wear-resistant surface and shock-resistant core." Conversely, structural pins used in construction require high hardenability to ensure overall strength; they will not fracture unless the external force exceeds their ultimate strength.

It is worth noting that while steel with high hardenability can theoretically undergo "shallow quenching" (by controlling temperature and time), it is practically difficult to prevent the interior from hardening. On the other hand, steel with low hardenability simply cannot achieve through-hardening in thick cross-sections, regardless of the process.
So, besides 440C martensitic stainless steel, what other types and grades of steel can be hardened by quenching? And what is their specific hardenability?
Steels that can be quenched and hardened are primarily carbon steels, martensitic stainless steel, tool steel, and alloy steel (spring steel, bearing steel).
Below, we categorize common quench-hardenable steels—from high-carbon steels like 1095 to advanced alloy tool steels like H13—to show how they differ in their hardening depth.
| Steel Grades |
Hardenability Level |
Hardening Type |
Carbon Content (%) |
Pre-Quench Hardness (Approx.) |
Post-Quench Hardness (Surface/Core) |
| 1018 Low Carbon Steel |
Very Low | Case Hardening | 0.15% - 0.20% | 120 - 150 HB | Surface: 40-45 HRC / Core: <20 HRC |
| 1095 High Carbon Steel |
Low | Shallow Hardening | 0.90% - 1.03% | 200 - 230 HB | Surface: 60-65 HRC / Core: ~30 HRC |
| 4140 Alloy Steel (42CrMo) |
High | Through-Hardening | 0.38% - 0.43% | 200 - 240 HB | Surface: 54-59 HRC / Core: 50-55 HRC |
| 4340 Alloy Steel(40CrNiMo) |
Very High | Through-Hardening | 0.37% - 0.43% | 220 - 260 HB | Surface: 55-60 HRC / Core: 54-58 HRC |
| 440C Martensitic Steel |
High | Deep Hardening | 0.95% - 1.20% | 230 - 280 HB | Surface: 58-62 HRC / Core: 55-60 HRC |
| GCr15 Alloy Steel (52100) |
High | Through-Hardening | 0.95% - 1.05% | 180 - 210 HB | Surface: 62-66 HRC / Core: 60-64 HRC |
| D2 Tool Steel (Cr12MoV) |
Very High | Through-Hardening | 1.40% - 1.60% | 210 - 250 HB | Surface: 60-62 HRC / Core: 58-61 HRC |
| H13 Tool Steel (4Cr5MoSiV1) |
Very High | Deep Hardening | 0.32% - 0.45% | 190 - 230 HB | Surface: 52-54 HRC / Core: 50-52 HRC |
Key Observations:
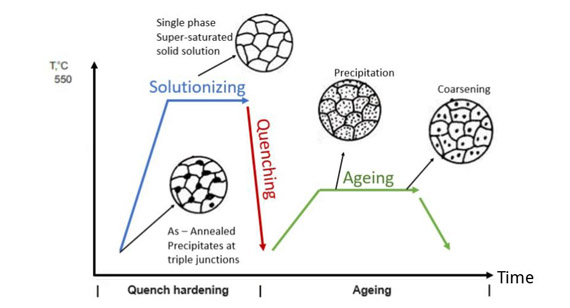
The Jominy End Quench test is used to evaluate the hardenability of steel. The standard operating procedure is as follows:
Here I show a typical Jominy curve for the : “Case Hardening” of the 1018 steel and “Through Hardening” of the 4140 steel:

(The blue curve (1018) exhibits a faster hardness decline and lower hardness values at greater distances from the quenching end, indicating poorer hardenability. The red curve (4140) maintains higher hardness levels with a slower rate of decline, suggesting superior hardenability.)
For steels being CNC machined into precision parts, selecting the appropriate hardening strategy based on the part's requirements and the steel's hardenability is necessary:
Low Hardenability (Case Hardening)
When a steel has low hardenability, case hardening is typically used to harden only the surface layer while the core remains relatively soft and tough.
High Hardenability (Through Hardening)
When steel possesses high hardenability, through-hardening can be performed to achieve high, uniform hardness throughout the entire cross-section of the part.
At VMT CNC Machining Factory, we are committed to providing customers with one-stop solutions—from material selection to machining and heat treatment—ensuring that the final product meets rigorous performance standards.
Process:
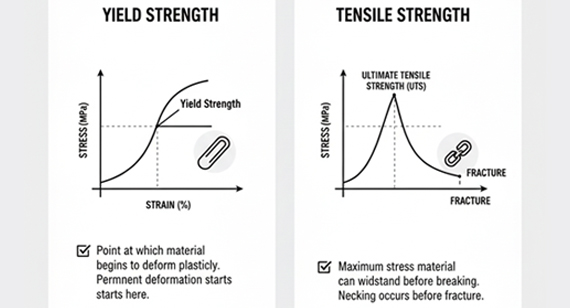
What is the difference between hardness and hardenability?
Hardenability determines the extent to which a steel part becomes hard—whether it hardens only on the surface (low hardenability) or throughout the entire component from the inside out (high hardenability). The alloying elements within the steel dictate the level of its hardenability.
Hardness is typically measured using the Rockwell (HRC) or Brinell (HB) scales. Higher values indicate better wear resistance. For steels that can be quench-hardened, the resulting hardness is primarily determined by carbon content; higher carbon levels generally result in greater hardness.
Why is hardenability important?
Hardenability determines whether:
The former can be achieved through low hardenability, while the latter can be achieved through high hardenability.
How is hardenability measured?
Hardenability is most commonly measured using the Jominy End-Quench Test. In this process, a standardized steel specimen is heated to its austenitizing temperature and then quenched at one end with a controlled water spray. Hardness is then measured at specific intervals along the length of the bar to create a Jominy curve, which shows how deeply the steel can harden as the cooling rate decreases.
How to increase the hardenability of steel?
Hardenability is increased by adding alloying elements such as Chromium, Manganese, Molybdenum, and Nickel. It is more common to add small amounts of multiple elements together to achieve a synergistic effect, as seen in 4340 alloy steel, which contains a combination of Ni, Cr, and Mo to ensure deep hardening.
What factors affect hardenability?
Several factors determine a steel's hardenability. Chemical composition and alloying elements are the primary factors. The steel’s microstructure, specifically the austenite grain size, also plays a role, as larger grains generally increase hardenability. Additionally, the part size and shape affect heat dissipation, and the choice of quenching media, such as water, oil, or brine, determines the actual cooling rate achieved.
Do all steels have the same hardenability?
No, steels vary significantly in their hardenability based on their composition. Plain carbon steels like 1018 have very low hardenability and only harden on the surface. In contrast, alloy steels like 4140 or 4340 have high hardenability, allowing them to be hardened through their entire cross-section even in large diameters.

 +86 15099911516
+86 15099911516


 Read more
Read more