16 years one-stop China custom CNC machining parts factory

Hey there I’m VMT Sam!
With 25 years of CNC machining experience we are committed to helping clients overcome 10000 complex part-processing challenges all to contribute to a better life through intelligent manufacturing. Contact us now
 126 |
Published by VMT at Feb 21 2026 | Reading Time:About 2 minutes
126 |
Published by VMT at Feb 21 2026 | Reading Time:About 2 minutes





Strain hardening (also known as work hardening) are the phenomenon that: if you are machining the metal in an inappropriate way, then there will be the situation that localized plastic deformation occurs on the surface of the part, resulting in a hardened layer; the other is refer to strain hardening metal like aluminum or the steel such as aluminum 5052-H32 or cold rolled steel 1018. In this article, you will gain a clear understanding of strain hardening basics and equation, how it works, strain hardening metal examples; how their strength changes, and how to manage strain hardening during CNC machining.

Strain hardening (also known as work hardening) refers to the process where a metal becomes harder and stronger as it is plastically deformed. When a material is subjected to stress beyond its yield point (strain by rolling, drawing, or hammering), its internal structure changes (material is strengthened), making it increasingly resistant to further deformation. This is not only happens in cold working metal materials, but also in the machining process that inappropriately machine the metal results in a hardened layer (especially in CNC machining).
What is the Difference of Cold Working from Strain Hardening?
Cold working is a manufacturing process to produce parts like fasteners through way like cold rolling, drawing, stamping, and bending; and the fastener has higher strength than its original material before cold working. And this strengthening phenomenon is called strain hardening.
You cold work a metal (the process) in order to achieve strain hardening (the property). For materials that cannot be heat-treated, such as 304 stainless steel or many 5000-series aluminum alloys(non-heatable alloy), cold working is the only way to increase their design strength.
Strain Hardening Equation
The strain hardening equation (Hollomon's Equation) provides a framework for the process:
σ=Kϵn
σ: True Stress.
ϵ: True Plastic Strain.
K: The strain hardening coefficient (Strength Coefficient).
n: The strain hardening index (or exponent), typically ranging from 0.1 to 0.5. A higher n value indicates a material that hardens more significantly under strain.
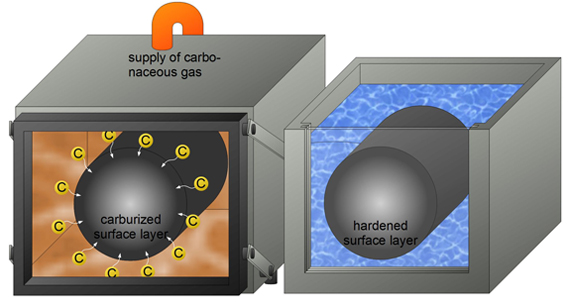
To understand how strain hardening works, we must look at the microscopic level of the metal's crystal structure.

Strain hardening indeed increase yield strength of the metal materials. Here listed two typical examples for an insight understanding.
Strain Hardening Aluminum
A classic example of the difference in strengthening methods can be found in Aluminum 6061-T6 versus 5052-H32. The "T" in 6061-T6 represents a temper achieved through precipitation hardening (heat treatment), where alloying elements are "aged" to create strength-increasing precipitates( from 6061-O ~55 MPa (8 ksi) to 6061-T6 ~276 MPa (40 ksi) . But this is only for heatable aluminum alloy(like 6000series), they typically do not work on strain hardening to reach the design strength. You can check from "The Aluminum Association" for which alloy is heatable or not.
In contrast, the H-series alloys(5000 series is non-heatable), such as 5052-H32, rely entirely on strain hardening (cold working) to achieve their design strength. To see the impact, consider the numbers: Aluminum 5052 in its annealed (O-temper) state has a relatively low yield strength of approximately 90 MPa (13,000 psi). However, after being work-hardened to the H32 state, its yield strength jumps to roughly 193 MPa (28,000 psi). This is a massive increase in structural capability achieved without any heat treatment.
Strain Hardening in Steel
Stainless steel, particularly the 300 series, is highly susceptible to strain hardening. Take SS304 as a primary example. In its solution-annealed state, SS304 is quite ductile and has a yield strength of about 215 MPa (31,000 psi). When this material is subjected to cold rolling or drawing, the strength skyrockets. Cold-rolled SS304 can easily reach yield strengths exceeding 500 MPa to 700 MPa, depending on the degree of thickness reduction.

In CNC machining, the pressure and heat generated by the cutting tool can cause the surface of the workpiece to harden unintentionally. This "unwanted" cold working strain hardening can be detrimental. Below table show reasons and impacts of this:
Table 1: Causes of Strain Hardening in CNC machining
| Machining Issue |
Impact on Production |
Root Cause |
| Reduced Tool Life |
High replacement costs and downtime. | The tool tip must cut through a surface layer that is now harder than the base material. |
| Surface Quality Issues |
Micro-cracks or poor finish. | Hardened layers create residual stresses and can lead to brittle fracture. |
| Dimensional Inaccuracy |
Part rejection or rework. | Fluctuations in cutting forces due to hardening can cause tool chatter. |
How to Manage Strain Hardening During CNC Machining?
To ensure precision and protect tool life, you can take several measures to mitigate the effect of strain hardening:
Table 2: Manage Strain Hardening During CNC Machining
| Strategy |
Action |
Benefit |
| Optimize Feed Rate |
Increase feed rates to ensure the tool tip cuts below the previously hardened layer. | Prevents the tool from "rubbing" on a work-hardened surface. |
| Tool Sharpness |
Use high-quality, sharp cutting edges. | Dull tools increase friction and compression, worsening the hardening effect. |
|
Advanced Coatings |
Utilize TiAlN or AlTiN coatings. | Provides thermal stability and wear resistance against high-hardness surfaces. |
This article explores the "two sides" of strain hardening in the manufacturing industry. You've seen how it serves as a method for hardening the material to get stronger parts, and how it poses a significant technical challenge if it happens during CNC machining. Successfully navigating strain hardening requires a deep understanding of its basics and a proactive approach to tool and process management. By balancing these factors, you can produce parts that are both incredibly strong and precisely manufactured.

At VMT CNC Machining Factory, we recently handled a project involving high-precision internal components for a medical device manufacturer, made from 304 Stainless Steel.
The Problem:
During the initial milling phase, our team noticed rapid tool degradation. The SS304 was work-hardening almost instantly upon contact with the tool. This created a "glazed" surface that was harder than the base material, causing the cutting edges of our carbide end mills to chip and burn out within minutes. The resulting parts had inconsistent dimensions and a poor surface finish.
Our Solution:
VMT engineering team intervened by optimizing the cutting strategy. We moved away from light "finishing" passes, which were only rubbing the surface and causing more hardening. Instead, we increased the feed rate and depth of cut to ensure the tool tip was always cutting below the work-hardened "skin" created by the previous rotation. We also switched to a high-performance TiAlN-coated tool with a specifically sharp geometry and implemented a high-pressure cooling system to manage the localized heat.
The Result:
By adjusting our approach to account for strain hardening, we achieved a 40% increase in tool life and reduced the cycle time by 15%. Most importantly, the surface roughness was brought well within the client's strict tolerances of 0.01mm, ensuring the medical components met all surface and performance standards.

Does strain hardening increase yield strength?
Yes. By increasing dislocation density, the material requires more force to reach the point of permanent deformation.
Is strain hardening the same as cold working?
Related but distinct. Cold working is the action (the process), while strain hardening is the result (the material property change).
What is the difference between strain aging vs. strain hardening?
Strain hardening happens during deformation. Strain aging is a time-dependent process where the strength increases further after deformation has occurred.
What is strain hardening and annealing?
Heating (Annealing) a work-hardened metal allows atoms to rearrange, which can remove dislocations and restore ductility.
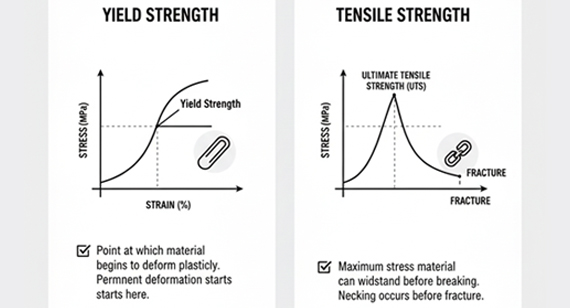
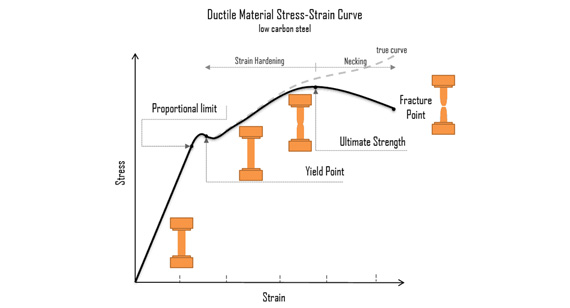
What is strain hardening and necking?
On the stress-strain curve, strain hardening occurs after the yield point and before the ultimate tensile strength (UTS), marking the transition from uniform plastic deformation to localized deformation (necking) before failure.
Can strain hardening cause material failure?
Strain hardening reduces ductility, making the metal more likely to brittle, crack, or break.

 +86 15099911516
+86 15099911516


 Read more
Read more