16 years one-stop China custom CNC machining parts factory

Hey there I’m VMT Sam!
With 25 years of CNC machining experience we are committed to helping clients overcome 10000 complex part-processing challenges all to contribute to a better life through intelligent manufacturing. Contact us now
 118 |
Published by VMT at Mar 27 2026 | Reading Time:About 1 minutes
118 |
Published by VMT at Mar 27 2026 | Reading Time:About 1 minutes





A514 steel, also we say astm a514 steel, is an excellent low-alloy steel with quite good yield and tensile strength properties——so you can also call it a514 structural steel.
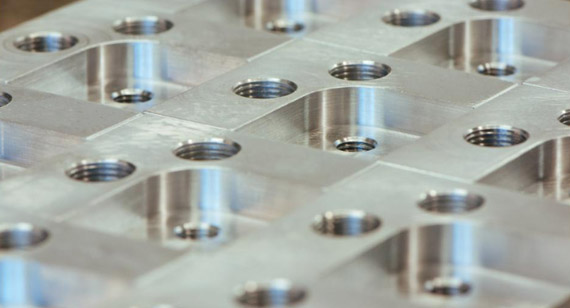
Supply of the steel is mostly the tempered a514 t1 steel plate, as this form is also our clients preferred to make it produce to parts via CNC machining——We don’t machine the annealed a514 steel but the a514 t1 steel which has enhanced its yield and tensile strength. Requirements of high stress, high load-bearings, and high friction can be held by a514 CNC machined parts.

CNC machining is a process that can cut, drill, mill, turn, or grind a piece of a 514 t1 steel into complex or just normal but precision parts.
While a514 t1 steel is a tempered and hardened steel via heat treatment——It achieved:
Fair to good machinability Plus good strength and hardness Plus CNC machining process , these cause a 514 steel very suitable for application like:
For these high stress, high load-bearings, and high friction parts, you can choose A514 steel and via CNC machining process to achieve high precision and fast production.

Usually, in our VMT CNC Machining Factory, if our clients ask for a514 steel being made into the needed parts. Our engineers will analyze clients’ parts drawings and give suggestion if needed ( as there may something improvement for angles etc.).
After details of drawings down, our engineers will design the path of CNC machining tools via programmed. Although the path may be different according the parts drawings are not the same, the cutting tool data here we can share to you:
CNC Machining Data for A514 (T1) Steel
| Operation |
Tooling Type |
Speed (SFM) |
Feed Rate |
Depth of Cut (DOC) |
Strategy |
| Milling (Roughing) |
Coated Carbide (TiAlN) | 350 – 400 | 0.002" – 0.005" IPT | 0.050" – 0.150" | Use HSM (High-Speed Machining) with 10–20% radial engagement. |
| Milling (Finishing) |
Coated Carbide (TiAlN) | 400 – 490 | 0.001" – 0.003" IPT | 0.010" – 0.025" | Ensure continuous engagement to avoid work-hardening. |
| Drilling |
Solid Carbide | 130 – 310 | 0.003" – 0.006" IPR | N/A | No pecking if possible; use high-pressure through-spindle coolant. |
| Drilling |
Cobalt (HSS-Co) | 50 – 75 | 0.002" – 0.005" IPR | N/A | Use heavy feed pressure to keep the tool cutting, not rubbing. |
| Turning (Rough) |
Carbide Insert (PVD) | 330 – 550 | 0.006" – 0.012" IPR | 0.060" – 0.120" | Choose a tough substrate (ISO P20-P35) to handle impact. |
| Turning (Finish) |
Carbide Insert (CVD) | 550 – 790 | 0.002" – 0.005" IPR | 0.015" – 0.040" | High-speed finishing with positive rake for better surface. |
Work Hardening Challenge: The primary challenge in machining A514 is the significant tool wear caused by its high strength. We recommend using a rigid machine setup and ensuring the tool remains constantly engaged in the cut. Avoid tool rubbing at all costs, as this will lead to rapid work-hardening of the surface and immediate tool failure.
Coolant Requirements: Use a 10% concentration water-soluble EP (Extreme Pressure) coolant, and utilize through-spindle cooling (TSC) whenever possible.
Yes, and it surely necessary if your a 514 structural parts needs corrosion resistance.
Hot-Dip Galvanizing (HDG) is What the A 514 structural Parts Should be Applied.
Bright and shiny or matte gray is the first color and a uniform dull gray is the eventual color over time.

ASTM A514 steel is a good choice for industries requiring high stress, high load-bearings, and high friction. By understanding its unique machining characteristics—specifically the need to avoid work-hardening through consistent tool engagement and proper cooling—manufacturers can produce high-precision, high-durability parts. At VMT, we specialize in transforming A514 T1 plates into precision components that meet the most rigorous industrial standards, and welcome to contact us with your parts drawings for a free consultation.

What are A514 Steel Equivalents?
Common equivalents include S690QL (European EN 10025-6), Q690D/E (Chinese GB/T), and WEL-TEN 950 (Japanese JIS), T1 steel( In the US).
What kind of steel is A514?
It is a quenched and tempered, low-alloy structural steel known for its high yield strength (100,000 psi) and good weldability.
Is A514 the same as A36?
No. A514 is nearly three times stronger than A36. While A36 is a mild carbon steel with a yield strength of 36 ksi, A514 is a high-strength alloy with 100 ksi yield.
Is A514 the same as T1 steel?
Yes, "T1" was the original brand name developed by US Steel for this grade. Today, ASTM A514 is the standard specification that covers these "T1-type" steels.
What is the difference between 4130 and A514 steel?
4130 is a chromoly steel often used for tubing and aerospace due to its fatigue resistance, whereas A514 is specifically designed as a structural plate steel for heavy construction and mining equipment.
Can you weld A514 to A36?
Yes, it is possible using low-hydrogen electrodes (like E7018 or E11018 depending on the application). However, care must be taken with preheating and cooling rates to prevent cracking in the A514 heat-affected zone.

 +86 15099911516
+86 15099911516



 Read more
Read more