16 years one-stop China custom CNC machining parts factory

Hey there I’m VMT Sam!
With 25 years of CNC machining experience we are committed to helping clients overcome 10000 complex part-processing challenges all to contribute to a better life through intelligent manufacturing. Contact us now
 401 |
Published by VMT at Oct 25 2021
401 |
Published by VMT at Oct 25 2021





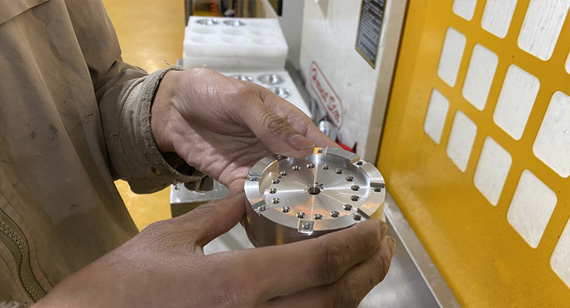
The CNC machining of optical parts is divided into hot machining, cold machining, and special machining. Thermal machining is currently mostly used for the preparation and machining of optical parts in two main types: traditional (classical) machining technology and mechan machining technology, and small and medium batches are mainly based on traditional machining technology.

Features of CNC machining process for optical parts
The main characteristics of the traditional process are: the use of cold working is to use loose abrasives or fixed abrasives for sawing, rough grinding, fine grinding, polishing and centering edging. In the operation, the rosin asphalt adhesive is mainly used for bonding the upper plate.
First, the optical parts are rough and finely ground with emery, and then the optical parts are polished with rosin tar polishing mold and polishing powder (mainly cerium oxide).
However, the traditional craft has a large amount of manual operation and many procedures, and the operators have high technical requirements. For machine tool accuracy, tool clamps and abrasive tools are not so demanding, and they are suitable for multi-variety, small-batch, and large-variable machining processes.

CNC machining process of optical parts
1. Rough machining. Including selecting the appropriate block material according to the optical parts drawing, cutting and leveling, dividing, rubber strips, spheronizing and spheronizing. The tee-off surface is carried out in a single piece.
2. Rough grinding. Make the surface roughness and spherical radius meet the fine grinding requirements. In the traditional process, rough grinding is performed in a single piece. Generally, in factories that use traditional machining techniques, the rough grinding workshop often includes blank machining.
3. Mounting plate: After rough grinding, after cleaning, the lens blanks are combined into a plate with the same radius. That is, the scattered lenses are fixed on the spherical adhesive film by bonding glue. It should be noted that the processed surface of each lens blank must be on the spherical surface of the same radius when forming the disc.
4. Fine grinding and polishing process. When machining the first surface, there is generally no need to disassemble the disc during the fine grinding to polishing process, that is, one disc at a time. In operation, first use three to four layers of steel grit with successively finer grain sizes to grind the processed surface to the required surface roughness for polishing, and then clean and polish. Polishing is carried out with a polishing mold with a certain radius and polishing powder. After machining one side, apply a protective film, turn it over and put it on the plate again. Fine grinding and polishing the second surface.
5. Centering and edging process. During lens machining, the optical axis and positioning axis will deviate (called eccentricity). The task of centering and edging is to eliminate eccentricity and make the radial dimension of the side cylindrical surface meet the assembly requirements. Traditional edging is often performed on an optical centering edging machine.
6. In the coating process, the lens with light transmission requirements on the surface should be coated with anti-reflection coating. The spherical mirror should be coated with a reflective film. Some have to be plated with other properties of the film, which is determined by the design according to the use requirements.
7. Gluing process. Lenses that require high image quality are often cemented by several lenses. Gluing should be done after coating.

 +86 15099911516
+86 15099911516



 Read more
Read more