16 years one-stop China custom CNC machining parts factory

Hey there I’m VMT Sam!
With 25 years of CNC machining experience we are committed to helping clients overcome 10000 complex part-processing challenges all to contribute to a better life through intelligent manufacturing. Contact us now
 132 |
Published by VMT at Mar 30 2026 | Reading Time:About 3 minutes
132 |
Published by VMT at Mar 30 2026 | Reading Time:About 3 minutes





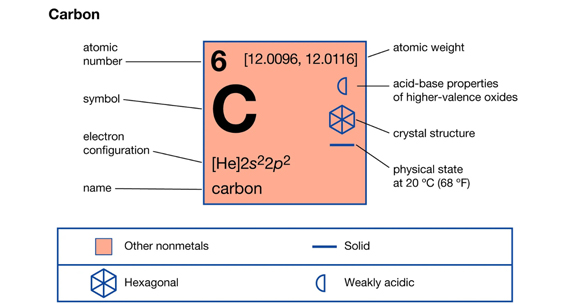
1095 high carbon steel remains a top-tier choice for applications requiring extreme wear-resistance, a razor-sharp edge, or elasticity——as it has excellent hardness, yield strength, and tensile strength after heat treatment of quenching and tempering.
You’ve likely encountered many products for this steel, but it’s not only enough to learn what 1095 is made into , but also understand manufacturing processes or surface finishes used to help you avoid common pitfalls and also streamline your production.
In this guide, we’ll dive into the top 8 industrial and commercial uses for this high-performance alloy and explain detailed processed used and why it’s preferred for these applications.

Before we dive into “1095 high carbon steel what is it used for”, you must understand its key characteristics that:
1.Excellent Elasticity But Brittle: You can flex 1095 significantly and it will return to true (elasticity). However, it lacks ductility—if you push it past its limit, the material will snap or fracture rather than permanently bending (plastic deformation).
2.Heat-Treatable for Maximum Performance: As a tempering and hardening steel, 1095 relies on its high carbon content (0.95%) to transform. Through heat treatment, it achieves massive gains in strength and hardness:
3.High Corrosion Risk (Surface Protection Required): With over 98% iron and high carbon, 1095 is chemically active and rusts easily when exposed to air and moisture. Therefore, surface protection is essential. This typically involves covering the part with a coating via phosphating, bluing, zinc/nickel plating, E-coating, or powder coating. In some cases, simply applying industrial anti-rust oil or grease immersion is sufficient.

1095 high carbon steel is widely considered the "best edge for the buck" due to its exceptional hardness and edge retention after quenching and tempering. If you use 1095 to produce blades—such as survival knives, outdoor fixed blades, katanas, razors, industrial scrapers, or medical knives—you are choosing a material that can achieve a "quite sharp" edge that few alloy steels can match.
To help you move faster from material selection to production, here is the technical breakdown of how 1095 is transformed into a high-performance blade:
How 1095 Is Transformed Into a High-Performance Blade?
| Phase |
Path |
| Forming Process |
Start with Hot-Rolled 1095 and use Precision Stamping for high-volume industrial blades, or Forging to create the soul of a custom outdoor knife or katana. |
| Heat Treatment |
Oil Quenching is mandatory to skyrocket the hardness (up to 65 HRC), followed by Tempering to "dial back" the brittleness and restore the toughness needed for high-impact tasks. |
| Surface Protection |
Since 1095 is prone to oxidation, you can choose: Powder Coating (for tactical looks), Bluing or Phosphating (for classic aesthetics), Electroless Nickel Plating (for wear resistance), or Anti-rust Oil (for precision medical/industrial blades). |
Note: From an engineering and user perspective, the biggest advantage of 1095 isn't just how sharp it gets, but how easily it can be maintained. Unlike "Super Steels" (like S30V or M390) which may require diamond stones and hours of work to regrind, a 1095 blade can be brought back to a razor edge in the field with a simple stropping or a basic whetstone.

1095 high carbon steel is also famous for its name—— the "memory metal" . If you are producing high-performance springs—such as automotive leaf springs, high-tension coil springs, clockwork power springs (mainsprings), or industrial clips—1095 is the right one. Its superior yield strength ensures that 1095 parts return to their exact original shape even after millions of compression or extension cycles.
How 1095 Is Transformed Into a Spring or Elastic Component?
| Phase |
Path |
| Forming Process |
Use Cold Coiling for precision springs and clips to maintain tight tolerances, or Hot Coiling/Forming for heavy-duty automotive leaf springs to ensure structural integrity. |
| Heat Treatment |
After shaping, the parts undergo Through-Hardening (Quenching) followed by Medium-Temperature Tempering. This specific cycle (often reaching 45-50 HRC) maximizes the Elastic Limit and fatigue resistance. |
| Surface Protection |
To combat 1095's sensitivity to rust, you can choose: E-Coating (Electrophoretic painting for 360° coverage), Zinc Plating (for outdoor corrosion resistance), or Industrial Grease/Oil Immersion (for internal mechanical assemblies). |
Tip: You may face a choice between steel 1075 and steel 1095 for spring applications. While steel 1075 is easier to form and cheaper, steel 1095 is the superior choice for high-stress environments. If your application involves heavy loads or requires a high safety margin (like automotive suspension or precision clockwork), investing in 1095 ensures a significantly longer fatigue life and prevents the premature failure often seen with lower carbon alloys.

If you are developing stamping dies, cold punches, guide pins, mechanical ejectors, or precision jigs, 1095 offers a strategic advantage: it provides high surface hardness (up to 62-65 HRC) at a significantly lower material cost than specialized alloy tool steels like D2 or A2—— wear resistance of a tool steel yet budget can be both achieved by 1095.
Manufacturing and Surface Options: for 1095 Mold Uses
| Phase |
Path |
| Machining Process |
Components are typically CNC Machined or Wire-EDM cut while the 1095 is in its Annealed State (approx. 200 HB). This ensures high machinability and prevents tool wear during the shaping phase. |
| Heat Treatment |
To achieve maximum stability, you may use Salt Bath Quenching followed by Cryogenic Treatment (-120°F or lower). This transforms "retained austenite" into "martensite," ensuring the mold doesn't warp or change size during use. |
| Surface Protection |
To reduce friction and heat buildup, you can choose: Hard Chrome Plating (industry standard for wear resistance), Phosphating (to retain lubricants), or Black Oxide (for basic protection of non-working surfaces). |
Tip: While D2 steel is excellent for millions of cycles, it is expensive and difficult to machine. For short-to-medium production runs (e.g., 50,000 to 200,000 hits), 1095 high carbon steel is the smarter choice. When properly heat-treated and hard chrome plated, a 1095 die offers nearly identical wear resistance to more expensive alloys but reduces your initial tooling investment by 30-50%.

If you are manufacturing wood working chisels, heavy-duty pliers, leather punches, or masonry sets, 1095 is the material of choice——It allows the tool to maintain a sharp, durable edge while undergoing repeated manual or mechanical stress.
Manufacturing and Surface Options: for 1095 Hand Tool Uses
| Phase |
Path |
| Forming Process |
Choose Forging for heavy-impact tools (like chisels) to refine the grain structure for maximum strength, or CNC Machining/ Stamping for precision components like pliers and clamps. |
| Heat Treatment |
Basically you can utilize Induction Quenching on the working tip to reach 58-62 HRC, followed by Differential Tempering. Hardness and toughness are achieved. |
| Surface Protection |
To provide a professional "industrial" look and basic rust resistance, you can choose: Black Oxide (for a sleek, matte finish), Clear Lacquer (to show off the fine-ground steel), or Fine Polishing combined with anti-rust oil. |
Tip: When using 1095 for hand tools, always opt for differential heat treatment. By localized hardening of only the functional end (like the punch tip), you create a tool with a "hard face" and a "tough heart."

If your project involves small gears, ratchets, drive sprockets, or clutch components—especially for fitness equipment, vintage mechanical clocks, or automotive handbrake assemblies—1095 is the ideal alloy—— it providing a high-hardness friction surface that is both durable and cost-effective.
Manufacturing and Surface Options:for 1095 Transmission Components
| Phase |
Path |
| Process |
You can utilize High-Precision CNC Machining to achieve tight tolerances (often within ±0.01mm) while the material is in its workable state. For thinner parts like ratchet plates, Fine Stamping is used to reduce costs. |
| Heat Treatment |
Components undergo Through-Hardening via Oil Quench, followed by Low-Temperature Tempering (aiming for 50-55 HRC). This creates a uniformly hard structure that resists surface abrasion and deformation under torque. |
| Surface Protection |
To prevent rust without compromising dimensional fit, you can choose: Bluing (Blackening) for a sleek look, Manganese Phosphating (which acts as a lubricant carrier), or Vacuum Oil Sealing. |
Note: When designing with 1095 transmission components, focus on the lubrication retention. While 1095 is inherently hard,when paired with manganese phosphating——this surface treatment creates a micro-porous layer that "traps" oil, providing a self-lubricating effect during initial break-in.

It is not typically used for standard hex bolts or common fasteners, but for elastic fasteners, circlips, snap rings, wave washers, and high-strength spring clips——you are producing these components that must maintain a constant tension or lock a bearing in place on a shaft.
Manufacturing and Surface Options:for 1095 Elastic Fasteners
| Phase |
Path |
| Process |
Most elastic fasteners are produced via High-Speed Precision Stamping from cold-rolled 1095 strips. For specialized, heavy-duty snap rings, CNC Wire-EDM or Laser Cutting is used to maintain edge squareness. |
| Heat Treatment |
Parts undergo Continuous Austempering (salt bath) or Oil Quench + Tempering to reach a "spring temper" of 45-50 HRC. This specific hardness range maximizes Elastic Recovery while preventing hydrogen embrittlement. |
| Surface Protection |
Since fasteners are often hidden, you can choose: Manganese Phosphating (the industry standard for oil retention), Zinc Plating (for corrosion resistance), or Mechanical Galvanizing to avoid brittleness. |
Tip: When your assembly involves high vibration or thermal cycles, 1095 is significantly safer than 1075 or 1045 steels. If you are designing for heavy-duty industrial machinery, opting for 1095 elastic fasteners is a low-cost way to ensure long-term mechanical security.
If you are manufacturing feeler gauges, shims, thickness gauges, or specialized precision rulers, 1095 is selected for its ability to maintain exact dimensions under constant friction. 1095 provides the rigidity and wear resistance necessary to ensure that precision measurement stays accurate for years of service.
Manufacturing and Surface Options:for 1095 Precision Measuring Tools
| Phase | Path |
| Process |
Often start with Cold-Rolled 1095 Strips, undergoing multiple thinning passes to reach precise gauges. High-precision Laser Cutting or Fine Blanking is used to avoid edge burrs that could compromise measurement accuracy. |
| Heat Treatment | Components undergo Full Annealing to remove internal stresses, followed by Controlled Atmosphere Quenching and Sub-Zero Treatment (-120°F). This eliminates "retained austenite," preventing the metal from "growing" or "shrinking" over time. |
| Surface Protection | To maintain micron-level accuracy, heavy coatings are avoided. Options include: Light Anti-rust Oil , or Fine Lapping to a mirror finish. |
Note: When properly cryogenically treated, 1095 reaches a state of "metrological equilibrium." This means your gauges won't "creep" or deform, ensuring 1095 gauges keep in the same high-precision calibration for the entire lifespan of the tool.
Top 8: Musical Strings
If you are manufacturing high-tension guitar strings (plain steel strings), piano wire, custom picks, or percussion triangles, 1095 steel can withstand mechanical tension without snapping or losing their "elastic memory."
Manufacturing and Surface Options:for 1095 Musical Strings
| Phase |
Path |
| Forming Process |
Cold Drawing is used to create thin, high-strength wires (typically for strings), or High-Speed Stamping for precision guitar picks and bridge components. |
| Heat Treatment |
After shaping, components undergo Lead Bath Quenching or Air-Patenting followed by specialized Stress-Relief Tempering. This process (often reaching 52-58 HRC) ensures the metal has the "snap" needed for high-frequency vibration. |
| Surface Protection |
Recommend: Tin-Plating (classic), Nickel Plating (for durability), or Micro-Polymer Coating. |
Note: For a high-end product, choose a micro-polymer coating—it gives you the rust protection you need while maintaining the pure, metallic ring of the 1095.

Do you need high-precision 1095 transmission or functional components? Trust VMT CNC Machining Factory for your custom manufacturing.
Are you frustrated by common issues with 1095 high-carbon steel parts, such as heat-treatment cracking, rapid gear wear, or elastic fatigue? At VMT, we combine deep material expertise with advanced CNC capabilities to solve your toughest 1095 challenges:
Contact the VMT Technical Team today, and we will provide a professional DFM (Design for Manufacturing) analysis and a highly competitive 1095 machining solution tailored to your needs!
1. Why is 1095 steel so popular?
1095 steel is popular due to its exceptional balance of high hardness (60+ HRC), superior edge retention, and cost-effectiveness compared to tool alloy steels like D2.
2. Is 1095 hard to sharpen?
No, despite its high hardness, 1095 is easy to sharpen with standard abrasives, allowing it to achieve a razor-sharp edge much faster than stainless or high-alloy "super steels."
3. Why is it called 1095 steel?
Under the AISI/SAE system, "10" designates it as a plain carbon steel, and "95" indicates its approximate carbon content of 0.95% by weight.
4. Why do people use high carbon steel?
It is used when a project demands high wear resistance, structural "spring" memory, and the ability to be precisely heat-treated for specific hardness requirements that mild steels cannot reach.
5. Is D2 or 1095 better?
D2 offers superior wear resistance and semi-stainless properties for high-friction environments, while 1095 is tougher, more impact-resistant, and much easier to maintain and sharpen.
5160 is a chromium-alloyed spring steel better suited for large, high-shock applications (like vehicle springs or heavy choppers), whereas 1095 is superior for smaller tools requiring a harder, more refined cutting edge.

 +86 15099911516
+86 15099911516



 Read more
Read more