16 years one-stop China custom CNC machining parts factory

Hey there I’m VMT Sam!
With 25 years of CNC machining experience we are committed to helping clients overcome 10000 complex part-processing challenges all to contribute to a better life through intelligent manufacturing. Contact us now
 63 |
Published by VMT at May 29 2026 | Reading Time:About 3 minutes
63 |
Published by VMT at May 29 2026 | Reading Time:About 3 minutes






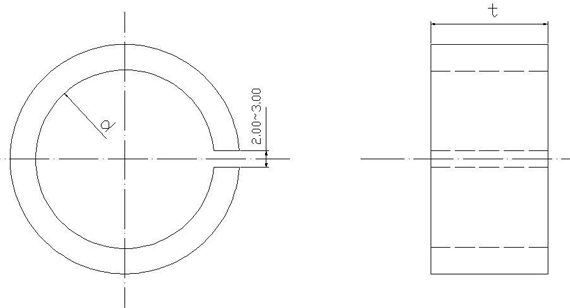
Do you know that the manufacturing quality of a lens spacer ring directly impacts the image quality of smartphone cameras, DSLR lenses, and automotive camera systems?
To ensure crisp, blur-free images with perfect center alignment, controlling the thickness uniformity and achieving a strict ±2μm precision for these thin-walled spacer rings is absolutely vital. This means that these critical components, which control the exact spacing between lens elements, need to undergo lapping. After all, relying solely on precision CNC machining makes it incredibly difficult to hit this tolerance level. The thermal deformation from cutting and the stress from clamping will inevitably compromise the final dimensions—disadvantages that lapping avoids.
In this guide, we will take you through the basics of lapping, explain why this process is essential for thin-walled lens spacer rings, provide practical tips, and outline key factors for vetting the right supplier. Finally, we will share a case study from our factory showing how we successfully achieved high-difficulty ±2μm precision spacer rings for our client.

The lapping is a super-finishing process used to achieve extreme flatness and sub-micron tolerances. But what is the difference between grinding and lapping? While traditional grinding relies on a solid wheel with fixed grains, lapping utilizes a loose abrasive suspended in a liquid medium, known as an abrasive slurry.
Look at it from a microscopic perspective: instead of forcefully shearing metal away with a harsh cutting tool, lapping allows millions of microscopic grains to roll and slide gently between the workpiece and the lapping plate. These tiny grains act like countless miniature knives, shaving off microscopic high points at a very controlled material removal rate (MRR). Because the loose abrasive applies virtually no concentrated force or heat, it achieves an ultra-smooth, mirror-like finish without introducing stress to the delicate lens spacer ring.

When dealing with an ultra-precise lens spacer ring, traditional machining methods often fall short. The main challenge comes down to wall thickness; thin-walled rings are highly sensitive to external forces, making them incredibly difficult to process using standard methods.
If you are wondering how to machine thin-walled rings without distortion, you must understand the two major pain points of conventional machining:
Clamping Distortion and The Springback Effect
When a thin ring is held by a three-jaw chuck or hydraulic fixtures, the heavy clamping force causes the circular ring to deform during machining. The moment the fixture is released, the metal bounces back—a phenomenon known as the springback effect—which negatively affect the lens spacer rings’ roundness and thickness tolerances.
Residual Stress and Warping
Traditional turning and milling apply aggressive mechanical forces that leave hidden residual stress on the component's surface. Over time, or during final lens assembly, this stress releases, causing the thin-walled spacer to warp and buckle.
This is exactly where lapping performs better. As a stress-free machining process, lapping allows the spacer rings to sit in a free-floating state without aggressive clamping or heavy cutting forces. By removing material uniformly and gently across the entire surface, it perfectly avoids both clamping distortion and stress-induced warping, ensuring the ±2μm precision.
Hitting a tight ±2μm tolerance on a delicate lens spacer ring demands strict control over every processing variable. Here are some of the outstanding manufacturing tips to ensure successful ultra-precision dimensional control:
Strict Environmental Control and Thermal Expansion Management
Metal is highly sensitive to temperature changes. Like, the commonly used material for spacer rings— aluminum or stainless steel. They have a high thermal expansion coefficient, meaning a room temperature shift of just a few degrees can cause the spacer ring to expand or contract right out of the ±2μm spec limit. To prevent this, precision shops must implement strict slurry temperature control and maintain a climate-controlled workshop at a constant 20℃±0.5℃.
Tailored Abrasive Grain Size and Slurry Selection
The choice of the abrasive slurry must match the specific material of lens spacer ring:

Custom Carrier Design and Optimized Pressure Cycles
Standard workholding won't work for thin-walled parts. Instead, we recommend to use custom-tailored fiberglass or PVDF carrier plate configurations (also known as planetary gears) to hold the rings freely. Additionally, programming a gentle, low-pressure cycle is vital. Applying too much force will cause edge rounding on the thin walls; a controlled, uniform pressure distribution ensures the spacer ring remains perfectly flat from edge to edge.
When aiming for a ±2μm tolerance on a lens spacer ring, lapping isn’t the only option on the table. Depending on your production volume and material choice, other high-precision methods might come to mind. To help you evaluate the best balance of cost-efficiency in precision machining, let’s look at how lapping stacks up against two common alternatives: Single-Point Diamond Turning (SPDT) and Double-Disc Grinding.
Here is a quick breakdown of mass production vs ultra-precision capabilities across these manufacturing methods:
| Machining Method |
Key Advantages |
Major Limitations for Spacer Rings |
Best Fit Scenario |
|
Lapping (Loose Abrasive) |
|
|
Thin-walled rings (< 0.8mm) made of hard metals like stainless steel or titanium. |
| Single-Point Diamond Turning (SPDT) |
|
|
Ultra-precision optical components made exclusively of aluminum or polymers. |
|
Double-Disc Grinding (Fixed Abrasive) |
|
|
High-volume production of thicker spacer rings where slight residual stress is acceptable. |
To protect your project from high rejection rates, use this essential qualification checklist to evaluate your next CNC machining partner:
| Vetting Criteria |
What the Factory Must Have |
Why It Matters for ±2μm Spacer Rings |
| Capabilities |
|
Traditional mechanical probes can deflect or deform thin walls during inspection. A qualified shop must prove their sub-micron measurement accuracy using non-contact, optical equipment to ensure the data is 100% reliable. |
| Strict Environmental Control |
|
Metals like aluminum and stainless steel expand with heat. Without a strict, temperature-controlled environment, micro-frictional heat from machining will instantly push the part out of the ±2μm tolerance zone. |
| Contamination-Free Handling |
|
Dust particle resting on a spacer ring can cause a lens element to tilt during final assembly, ruining the optical alignment. Parts must be cleaned and sealed before leaving the factory. |
How We Achieved ±2μm Precision with Zero Clamping Distortion
To see how these tips work in practical, let’s look at a recent optical spacer ring project from our production floor:
The Project:
A leading optical lens manufacturer approached us with a high-volume project: manufacturing thin-walled lens spacer rings made of SUS316 stainless steel. The dimensions were incredibly delicate, featuring an outer diameter of 14mm and a wall thickness of just 0.6mm. To prevent optical axis deviation in their new camera module, the client required a strict parallelism tolerance of ±2μm across the entire batch. Their previous supplier used traditional precision CNC turning, but due to severe clamping distortion, the project suffered a massive 35% rejection rate.
The Solution:
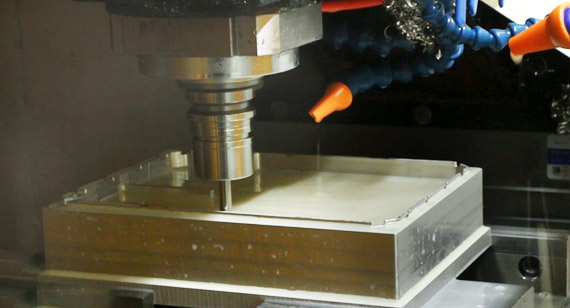
Our engineering team stepped in and didn’t choose to use traditional workholding only. Instead, we designed custom, annular multi-hole planetary carriers (customized lapping plates) to hold the delicate SUS316 rings in a completely stress-free, free-floating state. We then moved the production to our advanced double-sided lapping machines, processing both faces of the spacer rings simultaneously with a micro-grade diamond slurry. This ensured completely uniform material removal while keeping the temperature strictly controlled at 20℃±0.5℃to avoid thermal expansion.
The Result:
By switching from fixed-abrasive turning to loose-abrasive lapping, we achieved exceptional batch consistency. The final thickness and parallelism tolerance of the spacer rings were stabilized well within the client’s requested ±2μm spec. Ultimately, we succeeded in reducing rejection rates in precision machining for this project from a costly 35% down to under 0.5%, saving the client thousands in costs and ensuring a flawless, on-time lens assembly launch.

Achieving a ±2μm precision on a thin-walled lens spacer ring is closely related to the strict process control. By prioritizing a stress-free lapping, tight temperature regulations, and material-specific abrasives, it is a must for avoiding structural distortion and ensure flawless optical performance in the camera modules. At VMT CNC machining factory, we combine years of high-precision CNC machining experience with specialized lapping expertise to deliver batch consistency that standard shops simply cannot match. If you want to secure perfect alignment for your next optics project, we are here to help. [ Contact our engineering team today ] with your technical drawings, and let’s bring your ultra-precision designs to actual high quality parts.
【For learning about more comprehensive information about camera lens parts manufacturing, welcome to click and read our technical white paper: The Ultimate Guide to High-Precision Camera Lens Parts Manufacturing. 】

1.Why should we choose lapping instead of just adding a fine turning step on the CNC machine?
Fine turning can get close to tight tolerances, but it still introduces cutting heat and physical pressure from the tools. For thin-walled spacer rings, these forces cause minor warping once the part is released from the machine. Lapping is a stress-free process that avoids this warping entirely.
2.What materials are best suited for lapping lens spacer rings?
Lapping works well on almost all common spacer metals, including stainless steel, titanium, aluminum, and brass. Since it uses loose abrasive particles rather than a fixed grinding wheel, it can handle both hard and soft metals effectively.
3.Does lapping thin-walled rings increase the lead time for production?
While lapping takes longer per part than traditional CNC turning, we use custom carrier plates that allow us to process dozens of spacer rings simultaneously. This batch processing helps maintain a steady production speed for large orders.
4.How do you ensure the spacer rings are completely clean before shipment?
We use multi-stage ultrasonic cleaning to remove all residual oils, lapping compounds, and metal particles. The parts are thoroughly dried and sealed in clean packaging so they are ready to go straight onto your lens assembly line.
5.Can you handle custom sizes based on our optical design drawings?
Yes. All lens spacer rings we produce are custom-made according to the client's specific design blueprints. Our engineering team reviews the wall thickness and geometry first to set up the proper lapping process.
6.What if our spacer rings require black anodizing or other surface coatings?
We handle the lapping process first to lock in the precise thickness and parallelism. If you need surface treatments like black anodizing (for aluminum) or black oxide (for stainless steel) to reduce light reflection inside the lens, we arrange that post-lapping and inspect the final dimensions afterward.
The technical information and manufacturing advice shared on the VMT website are for general guidance only. While we strive for accuracy, VMT does not guarantee that the processes, tolerances, or material properties mentioned are applicable to every specific project. Any reliance you place on such information is strictly at your own risk. It is the buyer's responsibility to provide definitive engineering specifications for any production orders. Final specifications and service terms shall be subject to the formal contract or quotation confirmed by both parties.

 +86 15099911516
+86 15099911516



 Read more
Read more